Как делают пластиковые окна. Завод «Московские окна».
Несколько дней назад мне удалось попасть на производство пластиковых окон. Можете сказать, что уже видели что-то подобное, и ничего нового вы точно не узнаете? Я тоже так думал, пока не увидел все собственными глазами, и уверен, что более подробного и интересного репортажа подобно этому вы еще не видели. Специально для читателей сообщества kak_eto_sdelano репортаж с завода компании Московские окна.
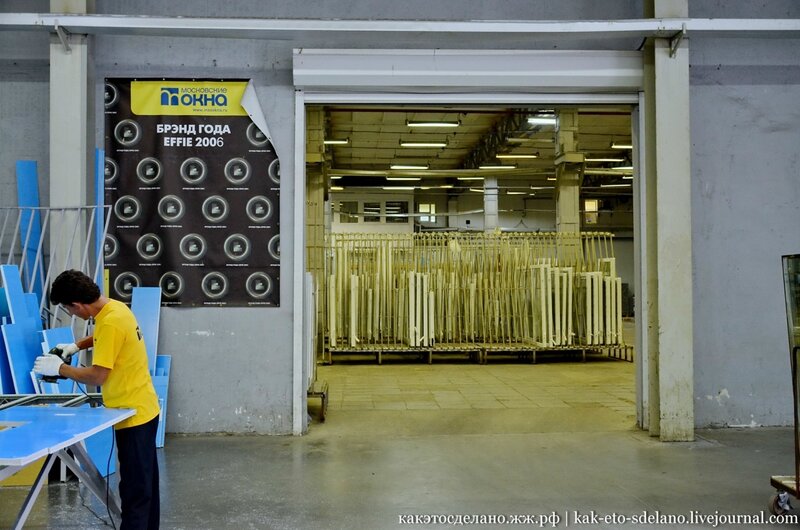
Это армирующий профиль, неотъемлемый элемент окна, который служит для жесткости конструкции. На наличие армирования в профиле необходимо обращать внимание при покупке.
Совсем скоро он окажется внутри пластиковых профилей.

Профили для окон поступают на завод от крупнейшего в России производителя подобных изделий компании Rehau.


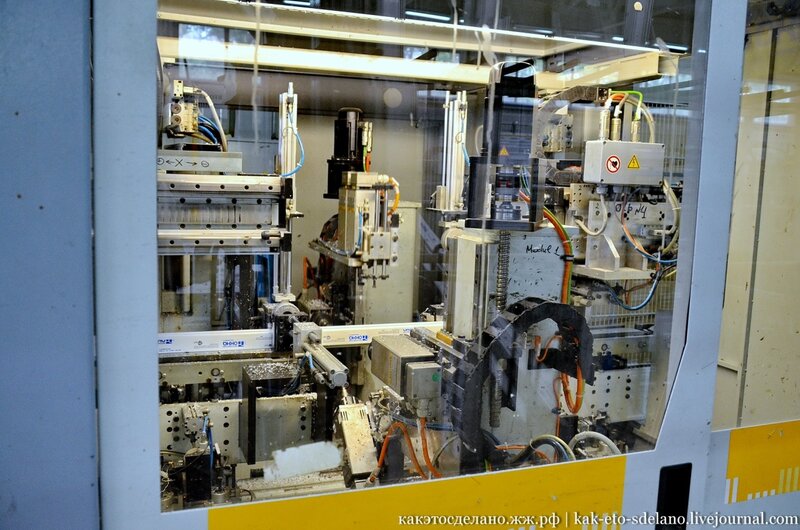
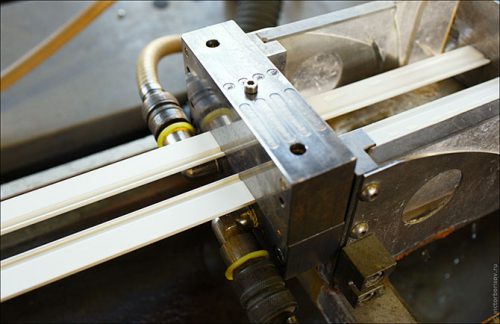
Сперва профиль поступает на станок, где режется по заданной программе. Длина заготовок может быть разной.

Затем в заготовках делаются все технологические отверстия, которые необходимы для дальнейшей эксплуатации окна. В том числе и для того, чтобы прикрутить стальную сердцевину с пластиковому профилю.
На этой полке — армирующий элемент разных размеров.

После того как сделаны все отверстия, рабочий вставляет в пластик стальной армирующий профиль и станок сам прикручивает армирование.


И приклеивает на нее стикер со штрих-кодом, в котором содержится вся информация о данном изделии. Теперь можно не сомневаться, что эта деталь найдет свое место при сборке окна.

Далее заготовки попадают на участок, где армированный элемент прикручивается к пластику.

Саморезы поступают в станок из этих вибрирующих ведерок. Интересная штуковина, первый раз вижу такую.

Емкость с шурупами трясется, они укладываются головкой кверху на ленту и уходят вглубь станка, чтобы стать единым целым с будущим пластиковым окном.

Параллельно с рамой, на соседней линии делаются створки окна, процесс их изготовления точно такой же.

После того, как к заготовкам прикручены армированные элементы, они попадают на участок, где их сваривают в единое целое — в раму или створки.

В этом сварочном аппарате 4 головки, которые одновременно нагревают склеиваемый шов рамы/створки до 250 градусов в течении примерно 40 секунд. Кстати, с учетом этой операции, изначально длина каждой заготовки длинее нормы на 6мм. По 3мм. уходит на сварку с каждой стороны.

На этих синих столбиках установлены датчики, которые заставляют станок начать процесс сварки автоматически, после того, как рабочий установил заготовки и вышел из зоны сварки.

Так выглядит угол рамы после сварки.


Затем швы зачищаются от заусениц на другом станке, практически без участия человека.

Это перемычки в окнах.

Возьмем одну из них и проверим сканером. Узнаем, куда она будет установлена в дальнейшем.

Тут же на экран компьютера выводится вся информация об изделии, вплоть до того, какой уплотнитель был установлен в перемычку. Вот до чего техника дошла!)

Но мы пойдем дальше. На следующем участке на раму ставят уплотнители. Черные, белые, серые — цвет зависит от вкуса заказчика, но все они служат для того, чтобы створка плотно закрывалась и в последующем окно не продувалось.

Этот белый уплотнитель — шпунтовый профиль, который служит для того, чтобы внутрь рамы не попадала пыль и грязь.

Дальше на раму или створку устанавливается фурнитура.

Разного размера, в зависимости от особенностей окна.


Затем фурнитура прикручивается к пластику специальным инструментом, который делает это быстрее шуруповерта.

Но некоторые элементы прикручиваются вручную — к раме прикладывается шаблон, на место ровно ложится фурнитура, которая прикручивается шуруповертом.

Для удобства при транспортировке и установке прикручивается ручка.

После того, как установлены уплотнители и прикручена фурнитура, раму и створку «женят»). Проверяется насколько обе части окна подходят друг к другу — мастер несколько раз открывает и закрывает окно.

Затем укладывает на верстак окно, наносит на нижнюю часть силикон

и прикручивает вот такой профиль. Раньше он выполнял простую утилитарную функцию — служил для того, чтобы при разгрузке и погрузке окна нижняя часть рамы не царапалась и портилась о землю, пол и т.п.

Теперь его намертво приклеивают и прикручивают. При установке он будет замурован и не будет виден. Именно к нему будут прикручиваться подоконники и отлив нового окна.

Мастер также устанавливает фурнитуру, выставляя размер по шаблону.

Створки ждут своей очереди.

Рабочий отдела технического контроля проверяет окно также как и предыдущий мастер.
И ставит печать, подтверждающую, что все в порядке и окно готово к завершающей операции. Таким образом, каждое готовое окно проходит проверку отдела качества.
В раму и створку вставляется готовый стеклопакет, который изготавливается на этом же производстве.

На стеклах тоже стикер со штрих-кодом, по которому определяется нужное окно.

Стекло закрепляется штапиками, которые вбиваются в рамы и створки с внутренней стороны.

Наверху висит дисплей, по которому рабочие могут узнать насколько они отстают или выполняют план на этот день. Если цифра находится на зеленом фоне, значит все в порядке, производство не отстает от плана.

Ну вот, окна готовы, они установлены на «пирамиду»,

и скоро попадут на склад, откуда отправятся к своим заказчикам.
Ах да, чуть не забыл, не рассказал о самом интересном в этом производстве — о нарезке стекла и о том, как делают стеклопакеты.

Все начинается с этого места. На специальный стол, на поверхность которого наклеен плотный, мягкий материал роняется лист стекла размером 2,2х3,2 метра.

При этом он не разбивается на тысячи осколков, а мягко приземляется.

Посмотрим как это выглядит сверху.


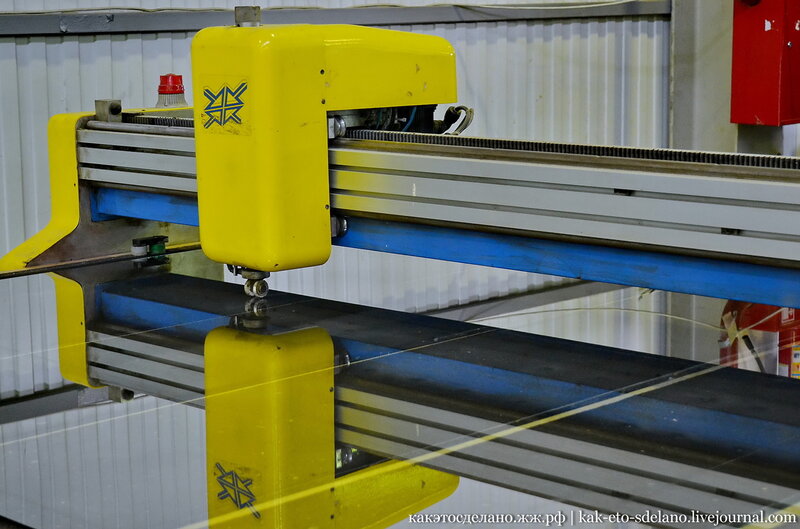
Лист стекла ровно подгоняется на столе мастером, чтобы аппарат по резке стекла вырезал правильно все заготовки.

Современный стеклорез использует самые современные технологии, и работает по программе, которая была разработана специалистами компании московские окна. Он режет стекло специальной алмазной насадкой, тем самым исключая даже малейшие сколы и трещины на границах стекла. Это очень важно для дальнейшей эксплуатации стеклопакетов

Ролик скользит по гладкой поверхности, оставляя еле видные полосы.
После того, как стеклорез закончил свой танец, мастер откалывает стекла


и ставит их на подставки.

Аппарат может нарезать и такие стекла, если заказчик захочет себе арочные окна.
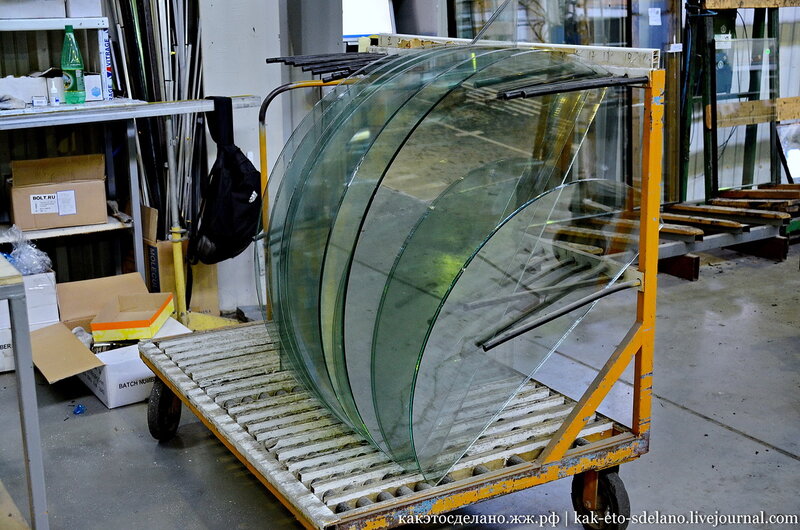
В ходе резки стекла, некоторая часть идет в отход. Этот стеклобой позже будет продан обратно на завод, где производятся стекла.

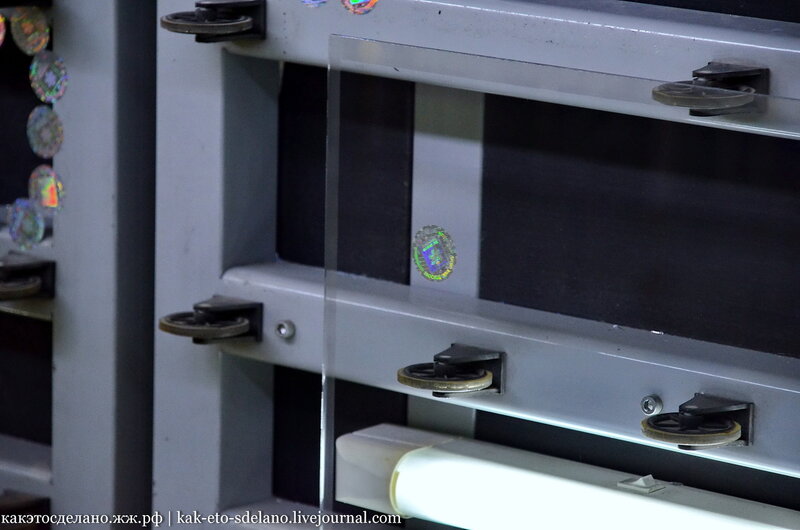
По желанию клиента, помимо обычных прозрачных стекол в окна могут быть установлены декоративные, солнцезащитные или теплосберегающие стекла, которые отражают больше тепловой энергии. На снимке можно видеть разницу.

После того, как стекла нарезали, они попадают на мойку. Это гарантирует отсутствие пыли и грязи внутри нового стеклопакета.

В этом же аппарате стекло сушится.

Тут же на стекло наклеивается стикер с данными.

А на теплоотражающие стекла, наклеивают специальные стикеры с голограммой.

Далее стекла склеивают в стеклопакет.

С помощью таких рамок.

Рамки по периметру и углам смазаны герметиком.


Мастер приклеивает к стеклу рамку, на нее стекло, еще одну рамку, и снова стекло, если клиент хочет получить трехслойный стеклопакет.

Вот, что получается в итоге. Конечно есть и однокамерные стеклопакеты.

Затем стеклопакет попадает в этот пресс, где стекла прижимаются сильнее друг к другу и происходит склейка. В этом прессе одновременно может находится только один стеклопакет.

Примерно через минуту готовый стеклопакет выезжает на роликах на этот стенд.

Стенд волшебным образом переворачивается,


и принимает горизонтальное положение. Здесь стеклопакет ожидает последняя операция.

Это герметик, в одной бочке загуститель, в другой отвердитель.

Обе части герметика смешиваются при нанесении на стеклопакет.

Края обильно смазываются герметиком по всему периметру.


Вот теперь все готово.

Герметик будет высыхать сутки, завтра его вставят в окно.

На этом наша экскурсия подошла к концу, но я вам еще не все показал. Это специальная печь в которой разогревают профиль, который будет согнут в арку. На столе можно видеть образец.

Предприятие также выпускает эксклюзивную продукцию — окна с рисунками из настоящих страз «сваровски».
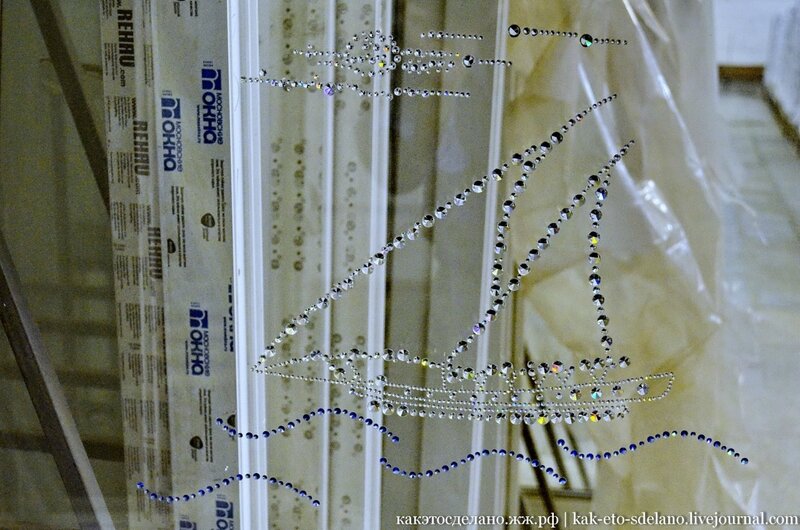
Такая продукция находит своих поклонников в загородных домах и коттеджах Подмосковья.


После того, как окно готово, оно хранится на крытом складе, а не на улице.

Спасибо Анне Матоновой за организацию репортажа и Илье Бычкову за экскурсию по предприятию.
Жми на кнопку, чтобы подписаться на «Как это сделано»!
Если у вас есть производство или сервис, о котором вы хотите рассказать нашим читателям, пишите Аслану ([email protected]) и мы сделаем самый лучший репортаж, который увидят не только читатели сообщества, но и сайта Как это сделано
Подписывайтесь также на наши группы в фейсбуке, вконтакте, одноклассниках, в ютюбе и инстаграме, где будут выкладываться самое интересное из сообщества, плюс видео о том, как это сделано, устроено и работает.
Жми на иконку и подписывайся!
— http://kak_eto_sdelano.livejournal.com/
— https://www.facebook.com/kaketosdelano/
— https://www.youtube.com/kaketosdelano
— https://vk.com/kaketosdelano
— https://ok.ru/kaketosdelano
— https://twitter.com/kaketosdelano
— https://www.instagram.com/kaketosdelano/
Официальный сайт — http://ikaketosdelano.ru/
Мой блог — http://aslan.livejournal.com
Инстаграм — https://www.instagram.com/aslanfoto/
Facebook — https://www.facebook.com/aslanfoto/
Вконтакте — https://vk.com/aslanfoto
Этапы производства стеклопакетов
Чтобы современные окна имели отличные характеристики, производство стеклопакетов должно выполняться в строгом соответствии с технологическими стандартами. Основное требование к этим изделиям – абсолютная герметичность. Однако помимо этого существует еще ряд не мене важных критериев – стабильность форм, заявленная производителем звуко- и теплоизоляция, а также отсутствие конденсата на внутренней стороне стекол. Такого результата можно добиться только в том случае, если выполнять все нормативы в процессе производства.Нюансы терминологии
Технология изготовления стеклопакетов для окон из пластика, евробруса и алюминия одинаковая. Вследствие этого не существует отдельное производство деревянных стеклопакетов и других их видов. К тому же в самом этом термине содержится смысловая ошибка, которая может ввести в заблуждение. Ведь ни в каком в стеклопакете нет деревянных деталей, а речь в данном случае идет об изготовлении стеклопакетов для деревянных окон.Для производства этих элементов оконных конструкций используются:
- различные виды стекла;
- металлические или пластиковые дистанционные рамки;
- герметики;
- инертный газ;
- поглотитель влаги;
- декоративные элементы – фьюзинг, полимеры, бевели и протяжки;
- энергосберегающие и звукоизоляционные покрытия.
Для изготовления стеклопакетов с подогревом используются дополнительные материалы и специальные технологии. Подробнее об этом уникальном продукте читайте на ОкнаТрейд.
Этапы изготовления стеклопакетов
Благодаря автоматизации некоторых стадий этого процесса удалось добиться более высокого качества и сократить сроки изготовления стеклопакетов. Вся производственная процедура состоит из 7 этапов:- раскрой стекла;
- резка спейсеров – дистанционных рамок;
- мойка стекла;
- нанесение герметика;
- шлифовка краев стекла;
- первичная сборка;
- завершающая герметизация.
После выполнения всех перечисленных процессов стеклопакеты готовы к интеграции в оконные рамы.
Резка стекла
Одна из основных и самых важных процедур – резка стекла. Причем в этом процессе значение имеет не только точность, но и сохранение структуры раскраиваемого материала, а также обеспечение ровных краев разлома. Дело в том, что в процессе резки на стекле образуются микротрещины, которые имеют способность довольно быстро «самозалечиваться». В результате такой особенности, если замешкаться, можно допустить брак, поэтому при качественном раскрое разлом должен выполняться сразу же после разреза.Подготовка дистанционных рамок
Одновременно с процессом резки стекла осуществляется подготовка дистанционных рамок, о видах которых можно узнать в обзоре на ОкнаТрейд. Поскольку дистанционные рамки изготавливаются путем предварительной резки профилей и последующей их сборки в цельный каркас или при помощи гибки, подготовительная процедура может отличаться в зависимости от выбора дистанционного профиля. В ходе сборки во внутренние полости спейсеров засыпается молекулярное сито – специальные поглощающие гранулы. К этому материалу предъявляется ряд требований:- способность впитывать исключительно влагу и инертность к другим содержащимся в воздухе веществам;
- подходящий диаметр гранул, который не позволит им высыпаться из отверстий в дистанционной рамке.
Изготовление стеклопакетов на этом этапе выполняется с тем учетом, чтобы стекла не запотевали изнутри в процессе эксплуатации окон. В процессе этого мероприятия важно правильно определить «точку росы», благодаря чему будет подобрано правильное количество поглотителя влаги.
При заказе стеклопакетов рекомендуется отдавать предпочтение моделям, изготовленным из дистанционных рамок с терморазрывом. Использование таких спейсеров позволяет устранить «мостики холода» в этой зоне оконной конструкции.
Мойка стекол
Мойка уже раскроенных стекол выполняется в специальной камере с применением деминерализованной воды. Вся процедура выполняется без применения моющих средств. Все загрязнения с поверхности стекла удаляются при помощи специальных щеток, имеющих ворс со строго определенной жесткость. Такая технология позволяет качественно очистить все поверхности и не поцарапать при этом стекло.Нанесение герметика
Эта кажущаяся простой процедура имеет принципиальное значение – если нарушить технологию ее выполнения, существует высокий риск разгерметизации стеклопакета. Составы на основе бутилов наносятся на поверхность спейсеров автоматическим или ручным способами. При этом второй вариант допускается только в том случае, когда производство стеклопакетов не носит массовый характер. В процессе нанесения принципиально важно, чтобы слой герметика был везде равномерным и составлял 3 мм.Шлифовка стекол
Перед выполнением непосредственного монтажа, чтобы снизить вероятность разрушения только что собранной конструкции, выполняется шлифовка стекол по периметру. Это мероприятие позволяет улучшить адгезию и обеспечивает страховку на то время, которое требуется для застывания герметика.Первичная сборка
На этом этапе стекла соединяются с дистанционными рамками, на которые предварительно был нанесен герметик. Очень важно, чтобы связующий состав после сборки имел исключительно черный цвет. Ведь наличие белых пятен на герметике означает то, что его касались руками или стекло плохо помыли. Это негативно сказывается на качестве соединительного шва. Во избежание подобных ситуаций рабочие работают в перчатках и следят за чистотой стекол. После сборки конструкции укладывают под специальный пресс, где под давлением бутиловое покрытие проникает в структуру силикатной массы и обеспечивает надежное соединение.Стеклопакеты с белыми пятнами в местах склеивания стекол и дистанционных рамок не пригодны для установки и эксплуатации. Использование таких изделий может привести к быстрому снижению энергоэффективности окон и уровня шумопоглощения.
Завершающая стадия
Изготовление стеклопакетов для окон заканчивается этапом нанесения на боковые части конструкции второго слоя герметика. Процедура выполняется в температурном диапазоне 16-25°C при влажности воздуха не выше 50%. В качестве вторичного слоя могут быть использованы тиоколовые, силиконовые или полиуретановые герметики. Благодаря этому этапу обеспечивается сохранность первичной геометрии стеклопакетов в течение всего их гарантийного срока эксплуатации.Основные этапы изготовления пластиковых окон, фото

Многим интересно, из какого материала делают пластиковые окна, как выглядит производство, ведь от качества материала и современности оборудования напрямую зависят физические свойства конечного продукта. Мы расскажем, как все происходит, какое оборудование применяется, для чего оно служит, как делается смесь для пластика и многое другое.
Как делают пластиковые окна, мы рассмотрим на примере завода Kaleva. На российском рынке данная компания имеет широкую известность, профили, выпускаемые ею, используются во всех регионах страны. Вы увидите, как происходит полный цикл производства, включая не только сборку конечного продукта, но и работу экструзионной линии.

отзывы российских потребителей об окнах Kaleva вы можете прочитать по ссылке https://oknanagoda.com/kompanii/okonnie-firmi/kaleva-okna.html
Качественные и недорогие окна предлагает бельгийский производитель Deceuninck. Прочитайте, стоит ли покупать их продукцию.
к содержанию ↑С чего начинается производство?
Завод максимально автоматизирован, что исключает вмешательство человеческого фактора. Стоит заметить, что требования к российской продукции выше, чем к европейским товарам, так как многие окна используются при крайне низких температурах, которых в Европе не бывает.
Самой интересной частью производства является экструзионная линия. Она включает непосредственно экструдер, стол для калибрации, отрезные пилы, устройство, протягивающее пластик, принимающий стол. Для производства используется порошок или гранулы ПВХ – это то самое, из чего сделаны пластиковые окна. В день линия может выпустить несколько километров будущего профиля. Останавливают линию, только если нужно ее очистить или сделать новый замес.

Экструзионная линия
Внутри экструдера находятся специальные пластины, проходя через которые, застывающая масса ПВХ приобретает нужную форму. После этого материал попадает на калибрационный станок. Он притягивает массу к поверхностям для формирования. На линии обычно устанавливают несколько калибраторов, благодаря чему значительно повышается качество продукции. После того как процедура будет закончена, профили охлаждают. Это делают при помощи отфильтрованной воды.
Профиль после охлаждения до нужной температуры отправляется в протягивающее устройство, где его вытягивают до состояния готовой продукции. Остается только нарезать материал по нужным размерам в соответствии с теми, которые были заданы заказчиком. За всеми процессами следит электроника. Это важно, так как от скорости протяжки зависит качество профиля. Для того чтобы его геометрия не нарушилась, скорость всегда должна быть одной. Сервер может корректировать режим работы аппаратуры. После того как профиль будет подготовлен, его нарезают при помощи отрезной пилы. Ее работа также контролируется компьютером, поэтому неточности и неровности отреза исключены.

Ппротягивающее устройство
Нарезка материала на отрезки по 6 метров происходит за несколько секунд. Для этого не требуется останавливать производственную линию: пила просто двигается за профилем.
к содержанию ↑Как производятся штапики?
Из чего делают пластиковые окна, стало ясно, а как производят штапики, задачей которых является удержание стеклопакета на месте?
Данный процесс разбивается на две части. Сначала изготавливают ту часть штапика, которая несет основную нагрузку и является твердой, затем на кромки изделия набивают накладки, изготовленные из мягкого ПВХ. Это также делается при помощи автоматики, для протяжки установлен свой механизм.
Линия по производству штапиков

Этапы производства штапиков
к содержанию ↑Что еще необходимо для производства?
Мы рассмотрели только ту часть деятельности, которая охватывает непосредственно изготовление профиля, однако это далеко не все. На заводе существует специальная лаборатория, которая контролирует качество продукции, смесей для ее изготовления, а также разрабатывает новые составы для тех моделей окон, которые будут использоваться в конкретных условиях.
В лаборатории каждая партия готового профиля проходит испытания, проводятся они несколько раз в день. Там осуществляют проверку прочности швов, профиля, то, насколько качественными получились сварочные швы. Существует специальное оборудование, которое проверяет белизну или цвет цветных элементов.

Лаборатория контроля качества
к содержанию ↑Производство разноцветных конструкций
В ассортименте предприятия есть не только белые, но и цветные изделия. Как сделать окно из ПВХ цветным? Для этого при заготовке массы добавляют специальные красители, благодаря которым ПВХ приобретает нужный оттенок. По техническим характеристикам такое окно ничем не отличается от белого аналога, однако имеет более привлекательный, с эстетической точки зрения вид.
Кроме этого, существует и другая технология создания цветного профиля: на готовую белую конструкцию наносят ламинирующую пленку. Пленка может иметь любой рисунок и рельеф, благодаря чему получается создать окна, внешне неотличимые, например, от деревянных. На ощупь структура таких изделий будет напоминать натуральную. Заводы заказывают пленку в больших объемах. Ее выпускают в рулонах по 550 метров. Ширина полосы составляет 50 см, поэтому можно покрыть пленкой конструкцию любого размера.

Пленка также наносится при помощи специального оборудования. Для этого профиль сначала разогревают тепловыми пушками, могут использоваться для этой цели специальные лампы нагрева. Это позволяет не только подготовить поверхность, но и исключить попадание пыли на нее. На пленку наносят специальный клей, и наклеивают ее на пластик под давлением. Излишки клея сразу же удаляются, и изделие переходит в камеру для сушки. После такой процедуры пленка навсегда приклеится к профилю, и ее будет невозможно оторвать. Повторить процедуру в домашних условиях невозможно.

Специальное оборудование для нанесения пленки
Профили могут иметь несколько цветов, например, для внутренней части выбран один цвет, для внешней – другой. Пленку чаще всего применяют для внутренней части, так как такое окно более дешевое, однако она может быть нанесена на обе стороны профиля. Внешних воздействий такое изделие не боится.

Виды ламинационных пленок
Теперь вы знаете технологию производства пластиковых окон. Не все заводы сами изготавливают профиль, многие закупают готовую продукцию и только собирают ее в цехах. Мы же проиллюстрировали полный цикл производства, который проходит продукция на заводе Kaleva.
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ОКОН И КОНСТРУКЦИЙ
Процесс производства пластиковых окон и конструкций достаточно сложен и технологичен. Завод оконных конструкций «ROMAX» — эталон уровня автоматизации производства не только в Поволжье, но и в России, что отмечается как российскими специалистами, так и ведущими зарубежными поставщиками комплектующих материалов к пластиковым изделиям. Производственные мощности завода «ROMAX» укомплектованы самыми современными автоматизированными линиями, которые сводят до минимума влияние человеческого фактора при производстве оконных конструкций. Новейшее оборудование позволило увеличить скорость изготовления пластиковых окон без ущерба качеству и вывело «ROMAX» на новый, высокотехнологичный уровень, невозможный при других способах организации производства. Сотрудниками компании «ROMAX» являются опытные специалисты, обученные всем тонкостям работы с производственным оборудованием. Работники завода регулярно повышают свою квалификацию, поскольку имеют дело с новинками оконной индустрии и сложнейшими технологическими процессами. Технология, применяемая при производстве продукции, полностью соответствует европейским стандартам, что позволяет изготавливать ПВХ-конструкции безупречного качества с расширенными функциональными возможностями.
Производство «ROMAX» — это
- 3 дня – срок изготовления стандартных конструкций даже в сезон
- 12-летний опыт работы с ПВХ-изделиями
- 300 единиц продукции за одну рабочую смену
- 1000 кв.м. ПВХ- конструкций в сутки
- 4 000 кв.м. производственных площадей
Каждые 2,5 минуты с конвейера завода сходит одно готовое изделие, полностью соответствующее, а по многим параметрам превосходящее требования ГОСТа 30674-99 «Блоки оконные из поливинилхлоридных профилей».
Технологический процесс производства конструкций включает в себя несколько этапов.
I. ВХОДНОЙ КОНТРОЛЬ КОМПЛЕКТУЮЩИХ
Все комплектующие, попадая на завод «ROMAX», подвергаются тщательному контролю, при котором проверяется наличие сертификатов, паспортов и качество материалов, необходимых для изготовления конструкций. Система контроля качества комплектующих практически полностью исключает возможность поломки изделия в будущем при правильной его эксплуатации.
II. ИЗГОТОВЛЕНИЕ СТЕКЛОПАКЕТОВ
Стеклопакеты компании «ROMAX» изготавливаются на автоматизированной линии всемирно известной компании «LISEC» (Австрия). Автоматизация процесса раскроя стеклопакетов дает возможность соблюдать высочайшую точность размеров. В состав линии входит автоматическая станция разлома по осям X-Y-Z, с возможностью притупления кромки, мойки, автоматической сортировки нарезанного стекла и его подачи на дальнейшие технологические операции. Специальная моечная машина с особой тщательностью удаляет со стекла загрязнения любого рода.
Технические характеристики линии «LISEC»:
- Толщина стекла: 3 — 12 мм
- Минимальный размер нарезанного стекла: 350 х 350 мм
- Максимальный размер нарезанного стекла: 2400 х 1600 мм
На заводе «ROMAX» осуществляется переработка стекол со специальными возможностями: энергосберегающих, мультифункциональных, самоочищающихся и др. Работа со стеклами со спецпокрытиями возможна только на производствах с высокой культурой переработки, поскольку большинство покрытий требует деликатного отношения в процессе изготовления стеклопакетов. Полностью автоматизированная линия резки имеет возможность автоматического снятия мягкого низкоэмиссионного покрытия по периметру стекла. Стекла со спецпокрытиями маркируются наклейками для того, чтобы стеклопакет был установлен в конструкцию нужной стороной, поскольку от этого зависит эффективность работы данного покрытия. Также это является дополнительным способом защиты подлинности продукции завода. На этом же этапе осуществляется заполнение стеклопакета инертным газом аргоном, что способствует повышению теплофизических свойств будущего окна. В конструкции «ROMAX» по желанию заказчика могут быть установлены стекла-триплекс, бронированные стекла, стекла с декоративным переплетом. Герметизация стеклопакетов осуществляется с применением герметиков IGK.
III. ОБРАБОТКА ПРОФИЛЯ
Обработка ПВХ-профиля на заводе осуществляется без участия человека на автоматических станках компании «SCHIRMER» (Германия). На модульных участках комплекса одновременно выполняются несколько операций:
- Распил ПВХ профилей
- Распил армирующего профиля и его соединение с профилем ПВХ
- Фрезерование торцов импостных профилей
- Сверление отверстий в створочных профилях под ручку
- Фрезерование сливных отверстий и отверстий под вентиляцию
- Обозначение координат расположения на профиле запорной фурнитуры
- Сортировка изготовленных деталей по конкретным заказам.
«SCHIRMER» управляется при помощи специально разработанной для завода «ROMAX» компьютерной программы. Производительность обрабатывающего центра – до 300 единиц продукции за одну рабочую смену.
IV. СВАРКА И ЗАЧИСТКАУчасток сварки-зачистки ПВХ-конструкций представлен тремя автоматическими сварочно-зачистительными линиями немецкой компании «ROTOX» (Германия). Уникальность данных агрегатов в том, что помимо одновременной сварки четырех углов периметра, здесь автоматически поддерживаются все технические параметры процесса, такие как температура поверхности нагревательных элементов, давление и время разогрева, давление и время стыковки, давление прижима, а также время охлаждения сварочных швов перед зачисткой. От соблюдения заданных производителем технических характеристик по сварке и зачистке зависит один из основных параметров окна — прочность сварных соединений. Участок сформирован из:
- Сварочных станков
- Зачистных агрегатов
- Передающих и накопительных станций
- Распределительных механизмов
- Участка сверления отверстий под петлевые группы
Агрегаты выполняют операции в соответствии с заданной компьютерной программой.
V. УСТАНОВКА ИМПОСТОВ, ФУРНИТУРЫ И МОНТАЖ СТЕКЛОПАКЕТОВ. ОКОНЧАТЕЛЬНАЯ СБОРКА КОНСТРУКЦИЙ.Линия установки фурнитуры состоит из трех независимых конвейерных линий компании «ROTOX», одна из которых створочная, а две другие – рамные. На участке осуществляется установка импостов, монтаж подставочного профиля, протяжка уплотнения (если требуется), монтаж запорной рамной фурнитуры. Линия установки створочной фурнитуры представлена тремя рабочими местами: на одном рубится в размер основной и средние запоры, на втором створка комплектуется необходимыми деталями, на третьем осуществляется их крепеж. На поточной конвейерной линии производится монтаж стеклопакетов в соответствующие изделия согласно предписываемым правилам раскрепления. Все рабочие места операторов, производящих механическую работу, оснащены мониторами и сканерами, с помощью которых, считывая нанесенный на конструкцию штрих-код, оператор получает команду на выполнение конкретной операции. Участок окончательной сборки представлен подвижным конвейером с тактовыми модулями, изменяющими потоки движения сборок.
VI. ВЫХОДНОЙ КОНТРОЛЬ КАЧЕСТВА ИЗДЕЛИЙКонтрольный участок оборудован проверочным стендом, на котором осуществляется проверка функционирования фурнитуры. Представитель отдела технического контроля (ОТК) проверяет правильность сборки, работоспособность фурнитуры, отсутствие дефектов на ПВХ-профиле и стеклопакетах. Упаковка, в которой конструкции доставляются клиентам, снабжена стикером, свидетельствующим о том, что данное изделие прошло проверку в ОТК и полностью соответствует всем нормативам и стандартам качества, выработанным в оконной отрасли.
ГИБКА АРМИРОВАННОГО ПВХ-ПРОФИЛЯПолностью армированные арочные конструкции — визитная карточка и гордость завода «ROMAX». В 2012 году компания “ROMAX” ввела в эксплуатацию уникальное оборудование – станок для гибки алюминиевых и ПВХ профилей со стальным упрочнением производства ”TIM Machine” (Сербия), осуществляющий высокоточную гибку профилей минимального диаметра (от 370 мм.) при помощи лазера. Оборудование применяется для изготовления арочных конструкций, заполненных армированным профилем по всей длине изделия. Наличие армированного профиля в арочных конструкциях «ROMAX» существенно увеличивает их прочность и снижает вероятность повреждения при нагрузках. Армированные арочные конструкции не деформируются с течением времени и сохраняют свою жесткость при изменениях температурного режима.
ЛАМИНАЦИЯ ПВХ-ПРОФИЛЯЛаминация представляет собой процесс нанесения пленки на подготовленный белый или тонированный в массе ПВХ-профиль на специальном оборудовании. Плёнка приклеивается специальным клеем с помощью обжимных роликов, которые плотно прокатываются по всем поверхностям профиля, точно повторяя все его изгибы. При расплавлении клеевой слой образует с ламинационной пленкой единую структуру, обеспечивая максимально прочное соединение. Собственный ламинационный участок, организованный на заводе «ROMAX», позволяет быстро и качественно ламинировать оконные конструкции и аксессуары (подоконники, откосы). Широкая палитра ламинационной пленки немецкой компании Renolit позволит подобрать цвет окна в тон любого интерьера.
 |
Похожие статьи
.jpg "Мифы о пластиковых окнах")
Миф 1. Пластиковые окна закупоривают проем и «не дышат»
Современные конструкции оборудованы качественной фурнитурой и уплотнительной резиной по периметру створки и рамы, исключающей проникновение сквозняка в помещение. Не привыкшему к такой герметичности пользователю первое время кажется, что в квартире стало душно. По сравнению со старыми деревянными рамами, которые «дышали» благодаря щелям и рассохшейся древесине, пластиковые окна действительно не пропускают воздух. Чтобы избежать духоты и обеспечить доступ свежего воздуха, необходимо не менее 2 раз в день проветривать комнату по 15 минут. Новые деревянные окна тоже не «дышат» естественным образом. Поверхность рамы обрабатывают специальными пропитками и лаками, через поры которых не проходит ветер. Изделия из дерева требуют ежедневного проветривания для комфортного микроклимата в помещении.
Миф 2. Окна из пластика неэкологичны
Распространено мнение, что пластиковые конструкции опасны для здоровья. Чаще всего покупатель реагирует на упоминание свинца в составе профиля ПВХ. Для жесткости, прочности, увеличения срока службы, красивого внешнего вида, надежной защиты от впитывания влаги в пластик добавляются различные стабилизаторы. Эти добавки могут быть на основе свинца или соединения кальция и цинка. Только в состав материала входит не сам свинец, а его соединение, что абсолютно не влияет на здоровье человека. Та же пищевая соль – это натрия хлорид. Если бы мы говорили о том, что соль состоит из хлора, стали бы мы употреблять ее в пищу? Но соединение разительно отличается от самого химического элемента. То же самое и с добавками в профиль. Безопасность пластика давно изучена и доказана. Из этого материала мы каждый день используем такие вещи как зубная щетка, очки, посуда. Детские бутылочки сделаны из пластика и даже в медицине без него не обойтись, те же сосуды для донорской крови выполнены из ПВХ.
.png "пластиковые окна, деревянные окна, алюминиевые окна, стеклопластиковые окна")
Эффективное сохранение тепла и привлекательный вид окон все чаще становятся востребованными у жителей России. Производители предлагают изделия из ПВХ, стеклопластика, дерева и алюминия. Каждый вид окон имеет свои преимущества и недостатки. Сделать выбор окон необходимо с учетом типа помещения и особенностей климата. Однако и ценовые предпочтения играют определенную роль.
.jpeg "пластиковые арочные окна")
Одним из способов создания оригинального дизайна своего жилища является использование арочных окон. Такие конструкции уже давно перестали быть предметом роскоши и, благодаря бурному развитию производства пластиковых окон, стали доступны и представителям среднего достатка.
Функционально классические арочные окна из ПВХ не отличаются от окон прямоугольной формы. Они изготавливаются из таких же профилей и могут иметь одно- или двухкамерный стеклопакет, поэтому обладают практически аналогичными тепло-звукоизоляционными свойствами. Однако процесс их изготовления весьма сложный, так как требует гнутья пластикового профиля при высоких температурах. Поэтому производство арочных окон не под силу многочисленным кустарным изготовителям, что и объясняет относительно высокую их стоимость. Впрочем, выбрать пластиковые окна арочной формы с самыми оптимальными параметрами поможет специальный калькулятор окна, который имеется в распоряжении любой фирмы, отличающейся высоким качеством и надежностью своей продукции.
Как изготавливаются пластиковые окна?
17 июля 2018

После того, как заказчик ставит на договоре свою подпись, он отправляется домой и ждет свои новенькие пластиковые окна в течение нескольких недель. Нескольких довольно-таки томительных недель, в течение которых может даже показаться, что компания-производитель намеренно затягивает процесс доставки по причине нерасторопности, лени или даже злого умысла. На самом же деле, каждый день ожидания несет в себе вполне конкретную функциональную нагрузку, которая заключается в тщательном и профессиональном процессе производства пластиковых окон этап за этапом. В конце концов, речь идет о дорогостоящих конструкциях, которые намерены простоять в оконных проемах заказчика в течение многих десятилетий. И спешка здесь явно ни к чему. Если же вам безумно интересно, чем же именно компания-производитель окон ПВХ занимается все это время, мы готовы провести вас «за кулисы» производственных цехов, подробно рассказав о процессе производства пластиковых окон. Сразу скажем, что процесс этот состоит из семи этапов, каждый из которых должен выполняться на самом профессиональном и ответственном уровне. И мы немедленно приступаем к их описанию.
Пожалуй, данный этап нельзя назвать «производственным» в полной мере, но без него никакое производство запущено не будет, так что, вычеркивать его из списка мы не станем. Взяв за основу данные, указанные в договоре, специалисты начинают проектирование пластиковых окон, используя для этого специализированную компьютерную программу. Это позволяет сделать работу быстро и без ошибок. В программу закладывается масса различных параметров, включая размеры, тип профиля, формулу стеклопакета, фурнитурные элементы и т.д. На выходе специалист получает точный проект будущего пластикового окна, который будет использован в дальнейшем производственном процессе.
- Раскройка ПВХ профиля
Пластиковый профиль доставляется со склада в производственный цех, где его будут раскраивать по составленному проекту, а также армировать для максимального укрепления. Стоит отметить, что процесс раскройки происходит не сразу. Профиль обязательно должен «привыкнуть» к тому температурному режиму, который задан в производственном цехе, что происходит примерно за 10 часов. Ну а когда это время пройдет, специалист приступает к разрезанию пластикового профиля специальной пилой, гарантирующей срезу идеальную геометрию. Если геометрия будет неидеальной, возникнут проблемы на этапе сварки, о котором мы расскажем чуть позднее. Разрезанный по проекту профиль должен также пройти процедуру армирования «от края до края», для чего используется прочная, защищенная от ржавчины сталь без перфорации. Без армирования будущим окнам грозит провисание и деформация.

Здесь все просто. С помощью фрезеровочного станка в профиле проделываются те отверстия, которые понадобятся для фурнитуры, импостов и тому подобных элементов. Фрезеровка осуществляется на высокоточном компьютеризированном оборудовании, использование которого исключает брак.
Получившийся «конструктор» из пластиковых деталей нужно сварить в единое целое, для чего края этих самых деталей прогреваются до высокой температуры. Соединение всех углов осуществляется одновременно, что гарантирует формирование идеально ровной геометрии. Ну а после этого необходимо зачистить все швы на специальном зачистном автоматизированном оборудовании, не оставляющем на профиле ни следа сварки.

- Уплотнители, фурнитура
На данном этапе специалистам предстоит установить в будущие пластиковые окна уплотнители и фурнитуру. Разумеется, в точном соответствии с тем, что прописано в договоре и в проекте. Например, уплотнители могут быть резиновыми или силиконовыми. И перепутать их — смерти подобно. По фурнитуре нюансов еще больше. Ведь здесь может, к примеру, использоваться специальная противовзломная фурнитура, которая позволяет защититься от проникновения извне. В общем, подбор правильных элементов — это основная особенность данного этапа, на которой мы бы хотели остановить ваше внимание. Что же касается самого процесса установки уплотнителей и фурнитуры, то это — дело техники.
Заключительный этап производства, в полном понимании этого слова. Стеклопакеты устанавливаются в оконные створки и расклиниваются специальными прокладками и вкладышами, что самым положительным образом отражается на геометрии створки. Расклиненные стеклопакеты будут закреплены штапиками, которые нарезаются на специальном аппарате по проектным размерам.

- Контрольные процедуры
И вот, новенькое пластиковое окно готово. Но производитель явно не будет спешить отправлять его клиенту в первый же день. Нет, не из вредности. Просто потому, что пластиковому окну еще предстоит пройти контроль качества. А это предельно важно, как для репутации самой компании-производителя, так и для заказчика, который будет уверен, что с его окном уж точно все в порядке. Контроль качества для пластиковых окон похож на стресс-тест, целью которого является выявление возможного брака в производственном процессе. Поверьте, лучше обнаружить брак на этом этапе, чем после того, как пластиковое окно будет установлено в оконный проем. Так что, проверкой работоспособности готового изделия пренебрегать уж точно не стоит.
Заключение
Когда с контрольными процедурами будет покончено, производитель может смело грузить готовое пластиковое окно на специальный транспорт и отвозить его по адресу в заранее оговоренное время. Теперь вы знаете, что производство окон ПВХ — это не такой уж простой процесс. Да, многое автоматизировано, что позволяет избежать человеческих ошибок. И все же о конвейере речи не идет. Ведь каждое пластиковое окно — это индивидуальное произведение искусства, и производитель относится к нему соответствующим образом, создавая очередной шедевр с душой, тщательностью и профессионализмом.
03 августа 2018
Форма окна: «Да!» творческому полету мысли и профессионализму оконных дел мастеров
К счастью, уже давно канули в лету времена, когда в городах вырастали целые улицы одинаковых домов, как правило, прямоугольной формы с такими же прямоугольными окнами: скучно, однообразно, без претензий на оригинальность. Сегодня картина диаметрально противоположная: строительные компании наперебой реализуют интересные и разнообразные проекты, радующие и архитектурными, и планировочными решениями, и повышенной комфортностью. И мы, как представители оконной компании, гордимся тем, что, в том числе, и благодаря окнам, которые создаем мы, улицы наших городов и сёл приобретают неповторимость и красоту.
31 июля 2018
Умное стекло: когда мечта становится явью
Вы заметили, как стремительно меняется наш мир? Путь от мечты, воспринимаемой как что-то несбыточное, до практической ее реализации занимает так мало времени, что люди сразу даже не успевают осознавать грандиозность новых возможностей. Например, уже мало кто помнит о старых деревянных окнах, которые требовали сезонного утепления. После того, как стало тепло и уютно с пластиковыми окнами, ограничения по размерам окон как-то совсем сузились: хочешь от пола до потолка, хочешь во всю стену, пожалуйста! Казалось бы, красота: море света и солнца, визуальное отсутствие границ, прекрасный вид. Вот оно воплощение мечты! Но, оказалось, что мечтая, мы как-то не учли, что при наличии огромных окон, за нами, с легкостью могут наблюдать все, кто находится за пределами помещения. Более того, в реальности столь притягательная мечта о наполненности солнечным светом в летний период часто превращается в немалое испытание. » Вот если бы…», — начинает в сознании формироваться новая мечта.
10 июля 2018
Вы все еще верите этим мифам об окнах ПВХ?
Вы не заметили, что всему новому приходится пробивать себе дорогу, борясь с утверждениями типа «лучше синица в руке, чем журавль в небе»? Этот путь пришлось проделать и окнам ПВХ, которые в начале 90-Х стали (сначала робко, словно одинокие журавлики) пробиваться на российский рынок. Многие «страшилки» об этих «заморских засланцах», поражающих воображение не столько изящным внешним видом, сколько своими характеристиками, родились именно тогда.
06 июля 2018
Эркерное остекление: оригинальное решение для вашего дома
В погоне за новыми оригинальными идеями, производители пластиковых окон разрабатывают очень интересные и, без преувеличения, впечатляющие варианты остекления, на которые сложно не обратить внимание. Доказательством наших слов является так называемое эркерное остекление. Нельзя сказать, что этот вариант является горячей новинкой, но на сегодняшний день его огромная популярность не вызывает сомнений, что можно проследить по активности заказов в компании «Оконный Континент». Итак, без лишних слов переходим к рассмотрению того, что же именно собой представляет эркерное остекление, какие конструкции могут быть эркерными и какие элементы их формируют.
Все новости и публикации
Из чего делают пластиковые окна ПВХ, как изготовить пластиковое окно
Компания «ОКНА РОСТА» предлагает вам узнать особенности создания пластиковых оконных систем, какая технология производства стеклопакета используется на нашем заводе и как проходит сам процесс. Для изготовления конструкций нами применяется профиль Veka. Высокое качество пластика дополняется продуманным инженерным дизайном и замкнутым армированием из стали.
Процесс нарезки, армирования, фрезерования
Изготовление пластиковых окон ПВХ начинается с подготовительных мероприятий:
- Профиль поступает на склад в виде длинных шестиметровых хлыстов.
- Для того чтобы на окнах не возникали деформации, транспортировка осуществляется с помощью металлических паллет.
- Все стеклопакеты характеризуются качественным армированием. Применяемый металлический профиль имеет толщину не
Как делают пластиковые окна | Fresher
Сегодня мы с вами отправляемся на завод компании Kaleva, которая является одной из самых известных компаний по производству пластиковых окон на российском рынке. Мы увидим завод полного цикла, что большая редкость и не свойственно для индустрии в целом. Это значит, что в производстве задействован не только сборочный цех, но и экструзионная линия. Вся производственная линия максимально автоматизирована. На заводе есть своя лаборатория качества. И самое главное — компания самостоятельно разрабатывает новые модели окон, которые проектируются с учетом наших климатических условий, когда наблюдаются значительные сезонные перепады температур (от -30 до +30 градусов) и как следствие к окну требования более строгие, чем в Европе. Кстати, очень интересный нюанс: компания принципиально работает только с частными клиентами. Всё дело в том, что строительные компании совершенно не интересуются качеством — им главное поставить в новостройку окна подешевле. Следовательно, на заводе вообще не производят окна типовых размеров. Но из-за высокого уровня автоматизации основных работ это никак не сказывается на конечной стоимости окна для покупателя. Впрочем, давайте смотреть как устроено производство: Основой любого окна является пластиковый профиль сложной конструкции. При его разработке учитывается множество параметров — стойкость к перепадам температур (линейным расширениям), прочность (статические и динамические нагрузки), минимальные габариты переплета (для увеличения полезной площади окна) и многое другое. Большинство оконных компаний покупает готовые профили, из которых уже собирают окна. Здесь на заводе установлено несколько собственных экструзионных линий.
Вся производственная линия максимально автоматизирована. На заводе есть своя лаборатория качества. И самое главное — компания самостоятельно разрабатывает новые модели окон, которые проектируются с учетом наших климатических условий, когда наблюдаются значительные сезонные перепады температур (от -30 до +30 градусов) и как следствие к окну требования более строгие, чем в Европе. Кстати, очень интересный нюанс: компания принципиально работает только с частными клиентами. Всё дело в том, что строительные компании совершенно не интересуются качеством — им главное поставить в новостройку окна подешевле. Следовательно, на заводе вообще не производят окна типовых размеров. Но из-за высокого уровня автоматизации основных работ это никак не сказывается на конечной стоимости окна для покупателя. Впрочем, давайте смотреть как устроено производство: Основой любого окна является пластиковый профиль сложной конструкции. При его разработке учитывается множество параметров — стойкость к перепадам температур (линейным расширениям), прочность (статические и динамические нагрузки), минимальные габариты переплета (для увеличения полезной площади окна) и многое другое. Большинство оконных компаний покупает готовые профили, из которых уже собирают окна. Здесь на заводе установлено несколько собственных экструзионных линий.  Экструзионная линия состоит из нескольких компонентов: экструдер, калибрационный стол, протягивающее устройство, отрезная пила, приёмный стол.
Экструзионная линия состоит из нескольких компонентов: экструдер, калибрационный стол, протягивающее устройство, отрезная пила, приёмный стол.  Сырье для производства — гранулированный или порошкообразный ПВХ. Производитель старается максимально оптимизировать использование сырья. К примеру, при изготовлении одной из моделей профиля используется повторно переработанный профиль, который остается в цехах сборки окон (после распила заготовок), а также после стартового прогона линии (до момента выхода на требуемый уровень гладкости и белизны на заводе прогоняют до 200 м (!) профиля, а затем линия работает несколько суток без остановки).
Сырье для производства — гранулированный или порошкообразный ПВХ. Производитель старается максимально оптимизировать использование сырья. К примеру, при изготовлении одной из моделей профиля используется повторно переработанный профиль, который остается в цехах сборки окон (после распила заготовок), а также после стартового прогона линии (до момента выхода на требуемый уровень гладкости и белизны на заводе прогоняют до 200 м (!) профиля, а затем линия работает несколько суток без остановки).  Ответственный момент запуска экструзионной линии. Слева находится экструдер, а справа калибрационный стол. Линии периодически останавливают для очистки или перехода на производства профиля другой модели. На фото рабочий вручную направляет сырую массу из экструдера в секцию калибраторов.
Ответственный момент запуска экструзионной линии. Слева находится экструдер, а справа калибрационный стол. Линии периодически останавливают для очистки или перехода на производства профиля другой модели. На фото рабочий вручную направляет сырую массу из экструдера в секцию калибраторов.  Экструдер состоит из несколько пластин (фильер), через которые выдавливается расплавленная масса ПВХ. На этом этапе формируется предварительная форма будущего профиля.
Экструдер состоит из несколько пластин (фильер), через которые выдавливается расплавленная масса ПВХ. На этом этапе формируется предварительная форма будущего профиля.  После этого профиль попадает на калибрационный стол. Это серия из нескольких калибраторов в которых посредством вакуума полимерная масса притягивается к формующим поверхностям.
После этого профиль попадает на калибрационный стол. Это серия из нескольких калибраторов в которых посредством вакуума полимерная масса притягивается к формующим поверхностям.  Калибраторов на линии может быть несколько. Чем их больше — тем выше качество получаемого профиля.
Калибраторов на линии может быть несколько. Чем их больше — тем выше качество получаемого профиля.  После прохождения через калибраторы профиль необходимо охладить. Это делается в длинной ванне с рециркулирующей водой. На заводе сложная многоступенчатая система фильтрации воды, так как попадание одной крошки может привести к порче профиля и отбраковке выпущенного с дефектом материала.
После прохождения через калибраторы профиль необходимо охладить. Это делается в длинной ванне с рециркулирующей водой. На заводе сложная многоступенчатая система фильтрации воды, так как попадание одной крошки может привести к порче профиля и отбраковке выпущенного с дефектом материала.  Сразу же за калибрационным столом находится протягивающее устройство, которое в автоматическом режиме вытягивает уже готовый профиль. Затем, чтобы скорость выхода профиля из экструдера и скорость протяжке были равными следит специальный сервер, если скорости будут отличаться — это может сказаться на геометрии профиля. Сервер отслеживает изменения и корректирует скорости. Здесь же располагается отрезная пила, которая нарезает профиль на секции длиной по 6 метров, причем резка происходит почти за секунду и без остановки линии — пила движется вместе с профилем в процессе резки.
Сразу же за калибрационным столом находится протягивающее устройство, которое в автоматическом режиме вытягивает уже готовый профиль. Затем, чтобы скорость выхода профиля из экструдера и скорость протяжке были равными следит специальный сервер, если скорости будут отличаться — это может сказаться на геометрии профиля. Сервер отслеживает изменения и корректирует скорости. Здесь же располагается отрезная пила, которая нарезает профиль на секции длиной по 6 метров, причем резка происходит почти за секунду и без остановки линии — пила движется вместе с профилем в процессе резки.  Параллельно работает линия по производству штапиков.
Параллельно работает линия по производству штапиков.  Здесь идентичная экструзионная линия, но процесс состоит из двух частей. Сначала производится жёсткая часть штапика, после чего на её кромки наплавляется мягкий ПВХ. В левом нижнем углу можно увидеть протягивающий механизм.
Здесь идентичная экструзионная линия, но процесс состоит из двух частей. Сначала производится жёсткая часть штапика, после чего на её кромки наплавляется мягкий ПВХ. В левом нижнем углу можно увидеть протягивающий механизм.  В соседнем помещении находится лаборатория контроля качества. Абсолютно все партии профилей проходят испытания, пробы берутся несколько раз в сутки. Проверяют прочность самого профиля (в том числе с предварительным охлаждением профиля), прочность сварных швов , а также контролируют цвет и белизну профиля с помощью спектрофотометра.
В соседнем помещении находится лаборатория контроля качества. Абсолютно все партии профилей проходят испытания, пробы берутся несколько раз в сутки. Проверяют прочность самого профиля (в том числе с предварительным охлаждением профиля), прочность сварных швов , а также контролируют цвет и белизну профиля с помощью спектрофотометра.  Изготовленный профиль на поддоне.
Изготовленный профиль на поддоне.  Завод не ограничивается выпуском профилей белого цвета, в ассортименте также есть бежевые и тёмно-коричневые профили, окрашенные в массе. Но спрос диктуют покупатели, поэтому кроме этого на заводе осуществляется нанесение различных ламинационных пленок, которые имеют не только рисунок под дерево, но и объемную фактуру.
Завод не ограничивается выпуском профилей белого цвета, в ассортименте также есть бежевые и тёмно-коричневые профили, окрашенные в массе. Но спрос диктуют покупатели, поэтому кроме этого на заводе осуществляется нанесение различных ламинационных пленок, которые имеют не только рисунок под дерево, но и объемную фактуру.  На завод пленка поступает в рулонах шириной по 50 см и длиной порядка 550-600 метров. На фото видно как она разрезается и формируются новые мотки, исходя из особенностей модели для которой они будут использованы. Отходов не остаётся.
На завод пленка поступает в рулонах шириной по 50 см и длиной порядка 550-600 метров. На фото видно как она разрезается и формируются новые мотки, исходя из особенностей модели для которой они будут использованы. Отходов не остаётся.  Сначала профиль разогревается с помощью нескольких тепловых ламп и пушек, одновременно обдуваясь ими, защищая профиль от попадания пыли. На пленку, тем временем подается клеевой состав, и затем под давлением она приклеивается к профилю, и убираются остатки клея. В итоге после сушки оторвать пленку от профиля практически невозможно, она становится его частью.
Сначала профиль разогревается с помощью нескольких тепловых ламп и пушек, одновременно обдуваясь ими, защищая профиль от попадания пыли. На пленку, тем временем подается клеевой состав, и затем под давлением она приклеивается к профилю, и убираются остатки клея. В итоге после сушки оторвать пленку от профиля практически невозможно, она становится его частью.  Как правило, пленки идут для загородного строительства или для внутренней стороны помещения, а современные жилые комплексы красятся по фасаду. По заказу можно окрасить профиль в любой цвет (и оттенок) по международной таблице RAL специальными красками с хорошей адгезией к ПВХ.
Как правило, пленки идут для загородного строительства или для внутренней стороны помещения, а современные жилые комплексы красятся по фасаду. По заказу можно окрасить профиль в любой цвет (и оттенок) по международной таблице RAL специальными красками с хорошей адгезией к ПВХ.  Дальше идёт цех сборки. Важной частью будущего окна является стальной профиль, который придаёт жесткость всей конструкции. Сначала его нарезают на части удобные для работы из 6-ти метровых хлыстов с помощью ленточной пилы. Такой профиль устанавливается в коробку почти всех моделей. Для створок, как правило используюсь усеченный профиль. А в новейших моделях, для увеличения полезной площади остекления применяются инновационные решения с вклеиванием стеклопакета, который по сути, принимает на себя функцию армирования.
Дальше идёт цех сборки. Важной частью будущего окна является стальной профиль, который придаёт жесткость всей конструкции. Сначала его нарезают на части удобные для работы из 6-ти метровых хлыстов с помощью ленточной пилы. Такой профиль устанавливается в коробку почти всех моделей. Для створок, как правило используюсь усеченный профиль. А в новейших моделях, для увеличения полезной площади остекления применяются инновационные решения с вклеиванием стеклопакета, который по сути, принимает на себя функцию армирования.  Профиль попадает на практически полностью автоматизированную линию. Здесь происходит резка отдельных элементов будущего окна и фиксация стального профиля внутри рамы.
Профиль попадает на практически полностью автоматизированную линию. Здесь происходит резка отдельных элементов будущего окна и фиксация стального профиля внутри рамы.  На каждый элемент приклеивается этикетка с указанием номера заказа и размеров. Табло слева — указание для оператора, в какой последовательности и какой длины выходят отрезанные элементы окна. Справа видна маркировка наклеиваемая на детали, для внутреннего использования. На фото внизу видно, как станок укладывает профиль для последующего развоза по отделам.
На каждый элемент приклеивается этикетка с указанием номера заказа и размеров. Табло слева — указание для оператора, в какой последовательности и какой длины выходят отрезанные элементы окна. Справа видна маркировка наклеиваемая на детали, для внутреннего использования. На фото внизу видно, как станок укладывает профиль для последующего развоза по отделам.  Робот самостоятельно определяет размеры будущего окна, а процесс сварки проводится автоматически и одномоментно во всех четырех углах, за счет чего достигается идеальная геометрия будущей конструкции.
Робот самостоятельно определяет размеры будущего окна, а процесс сварки проводится автоматически и одномоментно во всех четырех углах, за счет чего достигается идеальная геометрия будущей конструкции.  Оператор здесь нужен только для того, чтобы разложить части профиля по сторонам, дальше происходит автоматический нагрев торцевых сторон профиля и сжатие.
Оператор здесь нужен только для того, чтобы разложить части профиля по сторонам, дальше происходит автоматический нагрев торцевых сторон профиля и сжатие.  Затем рама движется по конвейеру на участок автоматической зачистке швов.
Затем рама движется по конвейеру на участок автоматической зачистке швов.  Рядом изготавливают импосты. Их роль может быть как декоративной (соблюдение дизайна фасада), так и функциональной — усиление сопротивления ветровым нагрузкам. Такие ребра жесткости способны удерживать створки, и чаще всего именно для этой функции и применяются.
Рядом изготавливают импосты. Их роль может быть как декоративной (соблюдение дизайна фасада), так и функциональной — усиление сопротивления ветровым нагрузкам. Такие ребра жесткости способны удерживать створки, и чаще всего именно для этой функции и применяются.  Их устанавливают вручную.
Их устанавливают вручную.  Затем в раму устанавливается уплотнитель. Скорость этого рабочего феноменальна
Затем в раму устанавливается уплотнитель. Скорость этого рабочего феноменальна  Финальная операция — установка фурнитуры и механизмов выполняется автоматически.
Финальная операция — установка фурнитуры и механизмов выполняется автоматически.  Оконная рама готова, теперь нужно сделать стеклопакет. Стекла поступают на производство огромными листами 6000×3210 мм, это так называемый Jumbo-формат. Для их перевозки используют специальный полуприцеп-стекловоз, с полностью независимой подвеской колёс и грузовым отсеком расположенным между осями. Стекловозы приезжают на завод в 5 утра, поэтому эту фотографию я попросил на заводе.
Оконная рама готова, теперь нужно сделать стеклопакет. Стекла поступают на производство огромными листами 6000×3210 мм, это так называемый Jumbo-формат. Для их перевозки используют специальный полуприцеп-стекловоз, с полностью независимой подвеской колёс и грузовым отсеком расположенным между осями. Стекловозы приезжают на завод в 5 утра, поэтому эту фотографию я попросил на заводе.  Процесс нарезки стекол не менее интересен. Заказы поступают со всех офисов компании в автоматическом режиме (свыше 200 точек по России) и сервер рассчитывает поток таким образом, чтобы при нарезке стекла на прямоугольники и треугольники, не оставалось отходов стекла. Также этот массивный агрегат может вырезать стекла любой формы, в том числе круги и дуги со сложными радиусами. В процессе резки в место раскройки подается специальная жидкость, облегчающая разделение нарезанных частей стекла.
Процесс нарезки стекол не менее интересен. Заказы поступают со всех офисов компании в автоматическом режиме (свыше 200 точек по России) и сервер рассчитывает поток таким образом, чтобы при нарезке стекла на прямоугольники и треугольники, не оставалось отходов стекла. Также этот массивный агрегат может вырезать стекла любой формы, в том числе круги и дуги со сложными радиусами. В процессе резки в место раскройки подается специальная жидкость, облегчающая разделение нарезанных частей стекла.  Перед оператором на мониторе схема резки листа с номерами секторов, для раскладки отрезанных кусков. Розовым цветом помечен текущий ряд, с которым работает оператор.
Перед оператором на мониторе схема резки листа с номерами секторов, для раскладки отрезанных кусков. Розовым цветом помечен текущий ряд, с которым работает оператор.  Нарезанные стёкла расставляют по номерам на стеллаже и перевозят на линию сборки.
Нарезанные стёкла расставляют по номерам на стеллаже и перевозят на линию сборки.  Спейсеры (внутренний разделитель между стёклами) автоматически сгибаются в прямоугольники. Но конструктивно они несут еще одну важную функцию — внутрь засыпается силика-гель, который препятствует выпадению конденсата внутри стеклопакета. Это необходимо, так как даже в осушённом воздухе или аргоновой смеси, невозможно исключить наличие влаги, которая неизменно выпадет конденсатом при изменении температуры и давления до уровня точки росы.
Спейсеры (внутренний разделитель между стёклами) автоматически сгибаются в прямоугольники. Но конструктивно они несут еще одну важную функцию — внутрь засыпается силика-гель, который препятствует выпадению конденсата внутри стеклопакета. Это необходимо, так как даже в осушённом воздухе или аргоновой смеси, невозможно исключить наличие влаги, которая неизменно выпадет конденсатом при изменении температуры и давления до уровня точки росы.  По периметру на спейсер наносится клеевой состав.
По периметру на спейсер наносится клеевой состав.  Стёкла тем временем проходят через автоматическую мойку.
Стёкла тем временем проходят через автоматическую мойку.  А затем оператор вручную приклеивает спейсер к одному из стёкол.
А затем оператор вручную приклеивает спейсер к одному из стёкол.  Для снижения теплопотерь внутрь стеклопакета закачивается аргон. После того, как заполнение аргоном завершено, два стекла прижимаются друг к другу. После этого, на стеклопакет наносится второй слой герметизации и он отправляется на сушку.
Для снижения теплопотерь внутрь стеклопакета закачивается аргон. После того, как заполнение аргоном завершено, два стекла прижимаются друг к другу. После этого, на стеклопакет наносится второй слой герметизации и он отправляется на сушку.  Подготовка к установке стеклопакета.
Подготовка к установке стеклопакета.  Установленный стеклопакет закрепляется штапиком.
Установленный стеклопакет закрепляется штапиком.  Все изделия упаковываются в пленку, чтобы не запачкаться при транспортировке и не заносить уличную грязь на место будущего монтажа.
Все изделия упаковываются в пленку, чтобы не запачкаться при транспортировке и не заносить уличную грязь на место будущего монтажа.  Это ещё не всё. Здесь же расположена испытательная лаборатория, где проводят испытания как выпускаемой, так и разрабатываемой продукции. Это температурные испытания, проверка геометрических искажений стекла, стойкость к кислотам и солям, испытания ресурса фурнитуры на количество открываний/закрываний и т.д.
Это ещё не всё. Здесь же расположена испытательная лаборатория, где проводят испытания как выпускаемой, так и разрабатываемой продукции. Это температурные испытания, проверка геометрических искажений стекла, стойкость к кислотам и солям, испытания ресурса фурнитуры на количество открываний/закрываний и т.д.  Перспективная разработка — стеклопакет со встроенными жалюзи. Вся крутизна конструкции в том, что внутренний объем герметичен, а управление осуществляется с помощью мощного магнита через стекло. Это опытный образец, в серию пока не поступил. По секрету рассказали, что на следующий год возможен запуск в серию, если образцы успешно пройдут испытания этой зимой, сохранив герметичность и высокие показания по сопротивлению теплопередачи.
Перспективная разработка — стеклопакет со встроенными жалюзи. Вся крутизна конструкции в том, что внутренний объем герметичен, а управление осуществляется с помощью мощного магнита через стекло. Это опытный образец, в серию пока не поступил. По секрету рассказали, что на следующий год возможен запуск в серию, если образцы успешно пройдут испытания этой зимой, сохранив герметичность и высокие показания по сопротивлению теплопередачи.  Ну и напоследок заглянем в цех производства нестандартных изделий. Здесь работает больше всего людей. Все операции полностью механизированы, но подачу материалов производят вручную. Внизу фотографии видно шкалу выставления углов резки для изготовления изделий непрямоугольной формы.
Ну и напоследок заглянем в цех производства нестандартных изделий. Здесь работает больше всего людей. Все операции полностью механизированы, но подачу материалов производят вручную. Внизу фотографии видно шкалу выставления углов резки для изготовления изделий непрямоугольной формы.  Здесь же изготавливают такие сложные вещи как арочные и круглые окна. Всё просто. Сначала на столе собирают изогнутую форму, затем внутрь профиля вставляют гибкие шнуры и погружают его в ванну с глицерином (его температура кипения выше, чем у воды). Затем вынимают и раскладывают по установленным направляющим на столе для остывания.
Здесь же изготавливают такие сложные вещи как арочные и круглые окна. Всё просто. Сначала на столе собирают изогнутую форму, затем внутрь профиля вставляют гибкие шнуры и погружают его в ванну с глицерином (его температура кипения выше, чем у воды). Затем вынимают и раскладывают по установленным направляющим на столе для остывания.  Затем сварка и зачистка швов.
Затем сварка и зачистка швов.  Установка штапиков, фурнитуры и все.
Установка штапиков, фурнитуры и все.  Это что касается самой технологии производства окон. По техническим характеристикам конечно же лучше смотреть официальный сайт компании (инновационных решений очень много, здесь их нет смысла перечислять). В производстве же на мой взгляд самое главное то, что оно организовано таким образом, что позволяет выпускать окна абсолютно любых (не типовых) размеров по адекватной цене (за счёт автоматизации и сокращения издержек).
Это что касается самой технологии производства окон. По техническим характеристикам конечно же лучше смотреть официальный сайт компании (инновационных решений очень много, здесь их нет смысла перечислять). В производстве же на мой взгляд самое главное то, что оно организовано таким образом, что позволяет выпускать окна абсолютно любых (не типовых) размеров по адекватной цене (за счёт автоматизации и сокращения издержек).