ГОСТ 10618-80 Винты самонарезающие для металла и пластмассы. Общие технические условия (с Изменениями N 1, 2), ГОСТ от 30 декабря 1980 года №10618-80
ГОСТ 10618-80
Группа Г32
МКС 21.060.10
Дата введения 1982-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством автомобильного и сельскохозяйственного машиностроения СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.12.80 N 6109
3. Стандарт соответствует международным стандартам ИСО 1478-83 в части допусков диаметра резьбы и ИСО 2702-74 в части твердости поверхности и методов контроля винтов
4. ВЗАМЕН ГОСТ 10618-63
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в апреле 1985 г., марте 1991 г. (ИУС 7-85, 6-91)
Настоящий стандарт распространяется на самонарезающие винты для металла и пластмассы класса точности В с притупленными заостренными концами.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 2).
1. РАЗМЕРЫ
1.1. По форме и размерам самонарезающие винты должны соответствовать стандартам на конструкцию и размеры конкретных видов винтов.
1.2. Размеры резьбы и конца винта должны соответствовать указанным на черт.1, 2 и в табл.1, 2.
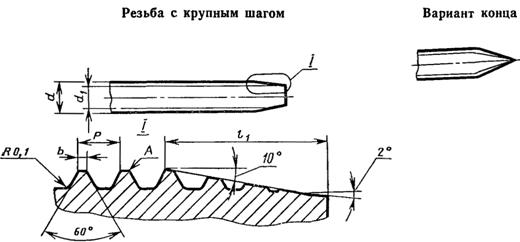
Черт.1. Резьба с крупным шагом
Черт.1
Таблица 1
мм
Диаметр резьбы | Номин. | 2,5 | 3 | 4 | 5 | 6 | 8 |
Пред. откл. по h 13 | -0,14 | -0,18 | -0,22 | ||||
Внутренний диаметр резьбы, не более | 1,7 | 2,1 | 2,8 | 3,5 | 4,2 | 5,6 | |
Шаг резьбы | 1,25 | 1,75 | 2,00 | 2,50 | 3,50 | ||
Ширина площадки , не более | 0,10 | 0,15 | 0,20 | ||||
Длина конического конца | 2,9 | 4,3 | 5,7 | 6,1 | |||
Примечание. В зависимости от метода образования резьбы края площадки могут иметь скругления.
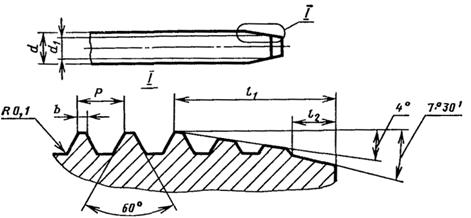
Черт.2. Резьба с мелким шагом
Резьба с мелким шагом
Черт.2
Таблица 2
мм
Диаметр резьбы | Номин. | 2,5 | 3 | 4 | 5 | 6 | 8 |
Пред. откл. по h 13 | -0,14 | -0,18 | -0,22 | ||||
Внутренний диаметр резьбы, не более | 2,0 | 2,3 | 2,9 | 3,9 | 4,9 | 6,2 | |
Шаг резьбы | 1,0 | 1,5 | 1,75 | 2,0 | |||
Ширина площадки , не более | 0,10 | 0,15 | |||||
Длина конического конца с углом 4° | 3,5 | 5,0 | 6,0 | 7,0 | |||
Длина конического конца с углом 7°30′ | 1,00 | 1,50 | 1,75 | 2,00 | |||
(Измененная редакция, Изм. N 1, 2).
1.3. Схема построения условного обозначения самонарезающих винтов указана в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Предельные отклонения размеров и расположения поверхностей, шероховатость поверхностей самонарезающих винтов должны соответствовать стандартам на конструкцию и размеры конкретных видов винтов.
2.2. Марки материалов и их условные обозначения должны соответствовать указанным в табл.3.
Таблица 3
Наименование | Марка материала | Условное обозначение |
Углеродистые стали | 08кп, 10, 10кп по ГОСТ 10702 | 01 |
20, 20кп, 25 по ГОСТ 10702 | 04 | |
Легированные стали | 20Х, 40Х по ГОСТ 4543 | 10 |
30Х ГСА по ГОСТ 4543 | 12 |
(Измененная редакция, Изм. N 2).
2.3. Допускается для изготовления винтов применять не указанные в табл.3 марки материалов, механические свойства которых не ниже свойств марок материалов, установленных табл.3.
В этом случае в обозначении винта вместо условного обозначения материалов указывают его марку.
2.4. Самонарезающие винты должны подвергаться термической или химико-термической обработке.
Твердость винтов с крупным шагом резьбы должна быть 57…63 HRC, с мелким — 37…47 HRC.
Поверхностная твердость винтов после химико-термической обработки должна быть не менее 450 HV; 83HR15N.
Глубина слоя химико-термической обработки должна быть:
для диаметров от | 2 | до | 3 | — | 0,04-0,1 | мм; | |||||
« | « | « | 4 | « | 6 | — | 0,05-0,18 | мм; | |||
« | « | « | 7 | — | 0,1-0,23 | мм. | |||||
(Измененная редакция, Изм. N 1, 2).
2.5. Шаг и угол профиля резьбы, углы конической части стержня должны обеспечиваться точностью изготовления инструментов или копиров, для которых допускаемое отклонение от номинального значения не должно превышать ±10%.
2.6. Уменьшение наружного диаметра винта в пределах поля допуска может быть только в сторону конца винта.
2.7. Самонарезающие винты с заостренным концом должны иметь цилиндрический стержень с полнопрофильной резьбой до конуса.
2.8. Для винтов, имеющих менее четырех витков резьбы, длина конического конца не должна превышать 30% всей длины винта.
(Измененная редакция, Изм. N 2).
2.9. Резьба должна быть чистой, без задиров и заусенцев. Частичные подрезы, утолщения или надрывы витков не допускаются.
2.10. Виды покрытий и их условное обозначение — по ГОСТ 1759.0.
(Измененная редакция, Изм. N 2).
2.11. Допуски размеров, формы и расположения поверхностей винтов — по ГОСТ 1759.1*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 4759-1-2009. — Примечание изготовителя базы данных.
Допускаемые дефекты поверхности винтов — по ГОСТ 1759.2*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 6157-1-2009, здесь и далее по тексту. — Примечание изготовителя базы данных.
2.12. На винтах с заостренным концом не допускается притупление острия буравчика более 15% от диаметра резьбы.
2.11, 2.12. (Введены дополнительно, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки винтов — по ГОСТ 17769.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Визуальный осмотр винтов, проверка размеров, шероховатости поверхностей, дефектов поверхности, твердости, толщины покрытия и измерения глубины обезуглероженного слоя — по ГОСТ 1759.0, ГОСТ 1759.2.
4.2. Проверку винтов на ввинчивание проводят по требованию потребителя следующим методом:
винты ввинчивают в испытательную стальную пластину;
твердость стальной испытательной пластины — 125…165 НВ, содержание углерода в стали пластины должно быть не более 0,23%;
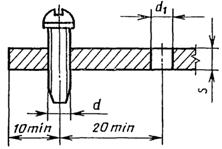
толщина пластины , а также диаметры отверстий должны соответствовать указанным на черт.3 и в табл.4.
Черт.3
Черт.3
Таблица 4
мм
Номинальный диаметр резьбы | 2,5 | 3 | 4 | 5 | 6 | 8 |
для винтов: | ||||||
с крупным шагом резьбы | 1,25 | 1,25 | 1,75 | 2,00 | 2,50 | 3,50 |
с мелким шагом резьбы | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 |
(Н13) для винтов: | ||||||
с крупным шагом резьбы | 2,0 | 2,5 | 3,0 | 3,8 | 4,8 | 6,0 |
с мелким шагом резьбы | 2,1 | 2,5 | 3,5 | 4,5 | 5,5 | 7,5 |
Конец ввернутого винта должен выходить из пластины не менее чем на два витка полного профиля резьбы. Винты, имеющие менее четырех витков резьбы, ввертываются в пластину с зазором между головкой и пластиной, не более допустимого недовода резьбы.
После вывинчивания на витках не должно быть выкрашивания, трещин, сорванных или смятых витков резьбы и смятия опорных поверхностей шлица на головке.
4,1, 4.2. (Измененная редакция, Изм. N 1).
5. УПАКОВКА И МАРКИРОВКА
5.1. Упаковка, маркировка, транспортирование и хранение — по ГОСТ 18160.
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 1 (обязательное). СХЕМА ПОСТРОЕНИЯ УСЛОВНОГО ОБОЗНАЧЕНИЯ ВИНТОВ
ПРИЛОЖЕНИЕ 1
Обязательное
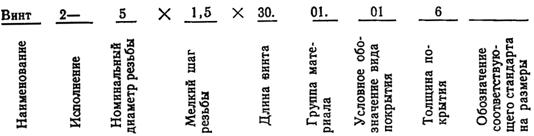
Винт | 2- | 5 | x | 1,5 | x | 30 | 01 | 01 | 6 | |||||||||||||||||||||||
Наимено- | Испол- | Номи- | Мелкий шаг резьбы | Длина винта | Группа материала | Условное обозна- | Толщина покрытия | Обозна- | ||||||||||||||||||||||||
Примечание. Исполнение 1, крупный шаг резьбы и отсутствие покрытия в условном обозначении не указываются.
Пример условного обозначения винта в исполнении 2, с диаметром резьбы =5 мм, с мелким шагом резьбы, длиной =30 мм, из углеродистой стали с цинковым покрытием толщиной 6 мкм, хроматированным:
Винт 2-5×1,5×30.01.16 ГОСТ …
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. N 1).
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
Винты самонарезающие.
Общие технические условия.
Конструкция и размеры: Сб. стандартов. —
М.: Стандартинформ, 2007
ГОСТ 10618-80
ГОСТ 10618-80
Группа Г32
МКС 21.060.10
1. РАЗРАБОТАН И ВНЕСЕН Министерством автомобильного и сельскохозяйственного машиностроения СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.12.80 N 6109
3. Стандарт соответствует международным стандартам ИСО 1478-83 в части допусков диаметра резьбы и ИСО 2702-74 в части твердости поверхности и методов контроля винтов
4. ВЗАМЕН ГОСТ 10618-63
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в апреле 1985 г., марте 1991 г. (ИУС 7-85, 6-91)
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 2).
1. РАЗМЕРЫ
1.1. По форме и размерам самонарезающие винты должны соответствовать стандартам на конструкцию и размеры конкретных видов винтов.
1.2. Размеры резьбы и конца винта должны соответствовать указанным на черт.1, 2 и в табл.1, 2.
Черт.1. Резьба с крупным шагом
Черт.1
Таблица 1
мм
Диаметр резьбы | Номин. | 2,5 | 3 | 4 | 5 | 6 | 8 |
Пред. откл. по h 13 | -0,14 | -0,18 | -0,22 | ||||
Внутренний диаметр резьбы, не более | 1,7 | 2,1 | 2,8 | 3,5 | 4,2 | 5,6 | |
Шаг резьбы | 1,25 | 1,75 | 2,00 | 2,50 | 3,50 | ||
Ширина площадки , не более | 0,10 | 0,15 | 0,20 | ||||
Длина конического конца | 2,9 | 4,3 | 5,7 | 6,1 | |||
Примечание. В зависимости от метода образования резьбы края площадки могут иметь скругления.
Черт.2. Резьба с мелким шагом
Резьба с мелким шагом
Черт.2
Таблица 2
мм
Диаметр резьбы | Номин. | 2,5 | 3 | 4 | 5 | 6 | 8 |
Пред. откл. по h 13 | -0,14 | -0,18 | -0,22 | ||||
Внутренний диаметр резьбы, не более | 2,0 | 2,3 | 2,9 | 3,9 | 4,9 | 6,2 | |
Шаг резьбы | 1,0 | 1,5 | 1,75 | 2,0 | |||
Ширина площадки , не более | 0,10 | 0,15 | |||||
Длина конического конца с углом 4° | 3,5 | 5,0 | 6,0 | 7,0 | |||
Длина конического конца с углом 7°30′ | 1,00 | 1,50 | 1,75 | 2,00 | |||
(Измененная редакция, Изм. N 1, 2).
1.3. Схема построения условного обозначения самонарезающих винтов указана в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Предельные отклонения размеров и расположения поверхностей, шероховатость поверхностей самонарезающих винтов должны соответствовать стандартам на конструкцию и размеры конкретных видов винтов.
2.2. Марки материалов и их условные обозначения должны соответствовать указанным в табл.3.
Таблица 3
Наименование | Марка материала | Условное обозначение |
Углеродистые стали | 08кп, 10, 10кп по ГОСТ 10702 | 01 |
20, 20кп, 25 по ГОСТ 10702 | 04 | |
Легированные стали | 20Х, 40Х по ГОСТ 4543 | 10 |
30Х ГСА по ГОСТ 4543 | 12 |
(Измененная редакция, Изм. N 2).
2.3. Допускается для изготовления винтов применять не указанные в табл.3 марки материалов, механические свойства которых не ниже свойств марок материалов, установленных табл.3.
В этом случае в обозначении винта вместо условного обозначения материалов указывают его марку.
2.4. Самонарезающие винты должны подвергаться термической или химико-термической обработке.
Твердость винтов с крупным шагом резьбы должна быть 57…63 HRC, с мелким — 37…47 HRC.
Поверхностная твердость винтов после химико-термической обработки должна быть не менее 450 HV; 83HR15N.
Глубина слоя химико-термической обработки должна быть:
для диаметров от | 2 | до | 3 | — | 0,04-0,1 | мм; | |||||
« | « | « | 4 | « | 6 | — | 0,05-0,18 | мм; | |||
« | « | « | 7 | — | 0,1-0,23 | мм. | |||||
(Измененная редакция, Изм. N 1, 2).
2.5. Шаг и угол профиля резьбы, углы конической части стержня должны обеспечиваться точностью изготовления инструментов или копиров, для которых допускаемое отклонение от номинального значения не должно превышать ±10%.
2.6. Уменьшение наружного диаметра винта в пределах поля допуска может быть только в сторону конца винта.
2.7. Самонарезающие винты с заостренным концом должны иметь цилиндрический стержень с полнопрофильной резьбой до конуса.
2.8. Для винтов, имеющих менее четырех витков резьбы, длина конического конца не должна превышать 30% всей длины винта.
(Измененная редакция, Изм. N 2).
2.9. Резьба должна быть чистой, без задиров и заусенцев. Частичные подрезы, утолщения или надрывы витков не допускаются.
2.10. Виды покрытий и их условное обозначение — по ГОСТ 1759.0.
(Измененная редакция, Изм. N 2).
2.11. Допуски размеров, формы и расположения поверхностей винтов — по ГОСТ 1759.1*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 4759-1-2009. — Примечание изготовителя базы данных.
Допускаемые дефекты поверхности винтов — по ГОСТ 1759.2*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 6157-1-2009, здесь и далее по тексту. — Примечание изготовителя базы данных.
2.12. На винтах с заостренным концом не допускается притупление острия буравчика более 15% от диаметра резьбы.
2.11, 2.12. (Введены дополнительно, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки винтов — по ГОСТ 17769.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Визуальный осмотр винтов, проверка размеров, шероховатости поверхностей, дефектов поверхности, твердости, толщины покрытия и измерения глубины обезуглероженного слоя — по ГОСТ 1759.0, ГОСТ 1759.2.
4.2. Проверку винтов на ввинчивание проводят по требованию потребителя следующим методом:
винты ввинчивают в испытательную стальную пластину;
твердость стальной испытательной пластины — 125…165 НВ, содержание углерода в стали пластины должно быть не более 0,23%;
толщина пластины , а также диаметры отверстий должны соответствовать указанным на черт.3 и в табл.4.
Черт.3
Черт.3
Таблица 4
мм
Номинальный диаметр резьбы | 2,5 | 3 | 4 | 5 | 6 | 8 |
для винтов: | ||||||
с крупным шагом резьбы | 1,25 | 1,25 | 1,75 | 2,00 | 2,50 | 3,50 |
с мелким шагом резьбы | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 |
(Н13) для винтов: | ||||||
с крупным шагом резьбы | 2,0 | 2,5 | 3,0 | 3,8 | 4,8 | 6,0 |
с мелким шагом резьбы | 2,1 | 2,5 | 3,5 | 4,5 | 5,5 | 7,5 |
Конец ввернутого винта должен выходить из пластины не менее чем на два витка полного профиля резьбы. Винты, имеющие менее четырех витков резьбы, ввертываются в пластину с зазором между головкой и пластиной, не более допустимого недовода резьбы.
После вывинчивания на витках не должно быть выкрашивания, трещин, сорванных или смятых витков резьбы и смятия опорных поверхностей шлица на головке.
4,1, 4.2. (Измененная редакция, Изм. N 1).
5. УПАКОВКА И МАРКИРОВКА
5.1. Упаковка, маркировка, транспортирование и хранение — по ГОСТ 18160.
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 1 (обязательное). СХЕМА ПОСТРОЕНИЯ УСЛОВНОГО ОБОЗНАЧЕНИЯ ВИНТОВ
ПРИЛОЖЕНИЕ 1
Обязательное
Винт | 2- | x | 1,5 | x | 30 | 01 | 01 | 6 | ||||||||||||||||||||||||
Наимено- | нение | Номи- | Мелкий шаг резьбы | Длина винта | Группа материала | Условное обозна- | Толщина покрытия | Обозна- | ||||||||||||||||||||||||
Примечание. Исполнение 1, крупный шаг резьбы и отсутствие покрытия в условном обозначении не указываются.
Пример условного обозначения винта в исполнении 2, с диаметром резьбы =5 мм, с мелким шагом резьбы, длиной =30 мм, из углеродистой стали с цинковым покрытием толщиной 6 мкм, хроматированным:
Винт 2-5×1,5×30.01.16 ГОСТ …
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. N 1).
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
Винты самонарезающие.
Общие технические условия.
Конструкция и размеры: Сб. стандартов. —
М.: Стандартинформ, 2007
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК «Трансстрой»СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК «Трансстрой»СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
ГОСТ 10618-80 ВИНТЫ САМОНАРЕЗАЮЩИЕ
ДЛЯ МЕТАЛЛА И ПЛАСТМАССЫ
ГОСТ 10618-80
Государственный комитет СССР по стандартам
МОСКВА — 1986
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| ВИНТЫ САМОНАРЕЗАЮЩИЕ ДЛЯ МЕТАЛЛА И ПЛАСТМАССЫ Общие технические условия Self-tapping screws for metals and plastics. General specifications |
ГОСТ 10618-80*Взамен ГОСТ 10618-63 |
Постановлением Государственного комитета СССР по стандартам от 30 декабря 1980 г. № 6109 срок введения установлен
с 01.01.82
Настоящий стандарт распространяется на самонарезающие винты для металла и пластмассы класса точности В с притупленными и заостренными концами.
Требования настоящего стандарта являются обязательными.
1. РАЗМЕРЫ
1.1. По форме и размерам самонарезающие винты должны соответствовать стандартам на конструкцию и размеры конкретных видов винтов.
1.2. Размеры резьбы и конца винта должны соответствовать указанным на черт. 1, 2 и в табл. 1, 2.
(Измененная редакция, Изм. № 1, 2).
1.3. Схема построения условного обозначения самонарезающих винтов указана в обязательном приложении 1.
Черт. 1
Таблица 1
мм
| Диаметр резьбыd | Номин. | 2,5 | 3 | 4 | 5 | 6 | 8 | |
|---|---|---|---|---|---|---|---|---|
| Пред откл. поh13 | -0,14 | -0,18 | -0,22 | |||||
| Внутренний диаметр резьбыd1, не более | 1,7 | 2,1 | 2,8 | 3,5 | 4,2 | 5,6 | ||
| Шаг резьбыР | 1,25 | 1,75 | 2,00 | 2,50 | 3,50 | |||
| Ширина площадкиb, не более | 0,10 | 0,15 | 0,20 | |||||
| Длина конического концаl1≈ | 2,9 | 4,3 | 5,7 | 6,1 | ||||
Примечание. В зависимости от метода образования резьбы края площадкиАмогут иметь округления.
Резьба с мелким шагом
Черт. 2
Таблица 2
мм
| Диаметр резьбыd | Номин. | 2,5 | 3 | 4 | 5 | 6 | 8 | |
|---|---|---|---|---|---|---|---|---|
| Пред. откл. поh13 | -0,14 | -0,18 | -0,22 | |||||
| Внутренний диаметр резьбыd1, не более | 2,0 | 2,3 | 2,9 | 3,9 | 4,9 | 6,2 | ||
| Шаг резьбыР | 1,0 | 1,5 | 1,75 | 2,0 | ||||
| Ширина площадкиb, не более | 0,10 | 0,15 | ||||||
| Длина конического конца с углом 4°l1≈ | 3,5 | 5,0 | 6,0 | 7,0 | ||||
| Длина конического конца с углом 7° 30′l2≈ | 1,00 | 1,50 | 1,75 | 2,00 | ||||
Примечание.(Исключено, Изм. № 1, 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Предельные отклонения размеров и расположения поверхностей, шероховатость поверхностей самонарезающих винтов должны соответствовать стандартам на конструкцию и размеры конкретных видов винтов.
2.2. Марки материалов и их условные обозначения должны соответствовать указанным в табл. 3.
Таблица 3
| Наименование материала | Марка материала | Условное обозначение марки материала (группы) |
|---|---|---|
| Углеродистые стали | 08кп, 10, 10кп по ГОСТ 10702-78 | 01 |
| 20, 20кп, 25 по ГОСТ 10702-78 | 04 | |
| Легированные стали | 20Х, 40Х по ГОСТ 4543-71 | 10 |
| 30Х ГСА по ГОСТ 4543-71 | 12 |
2.3. Допускается для изготовления винтов применять не указанные в табл. 3 марки материалов, механические свойства которых не ниже свойств марок материалов, установленных табл. 3.
В этом случае в обозначении винта вместо условного обозначения материалов указывают его марку.
2.4. Самонарезающие винты должны подвергаться термической или химико-термической обработке.
Твердость винтов с крупным шагом резьбы должна быть HRCэ57 … 63, с мелким — HRCэ37 … 47.
Поверхностная твердость винтов после химико-термической обработки должна быть не менее 450 HV03; 83HR15N.
Глубина слоя химико-термической обработки должна быть:
для диаметров от 2 до 3 — 0,04 — 0,01 мм;
для диаметров от 4 до 6 — 0,05 — 0,18 мм;
для диаметров от 7 — 0,1 — 0,23 мм.
(Измененная редакция, Изм. № 1, 2).
2.5. Шаг и угол профиля резьбы, углы конической части стержня должны обеспечиваться точностью изготовления инструментов или копиров, для которых допускаемое отклонение от номинального значения не должно превышать ± 10 %.
2.6. Уменьшение наружного диаметра винта в пределах поля допуска может быть только в сторону конца винта.
2.7. Самонарезающие винты с заостренным концом должны иметь цилиндрический стержень с полнопрофильной резьбой до конуса.
2.8. Для винтов, имеющих менее четырех витков резьбы, длина конического конца не должна превышать 30 % всей длины винта.
(Новая редакция, Изм. № 2)
2.9. Резьба должна быть чистой, без задиров и заусенцев. Частичные подрезы, утолщения или надрывы витков не допускаются.
2.10. Виды покрытий и их условное обозначение по ГОСТ 1759.0-87.
2.11. Допуски размеров, формы и расположения поверхностей винтов — по ГОСТ 1759.1-82.
Допускаемые дефекты поверхности винтов по ГОСТ 1759.2-82.
(Новая редакция, Изм. № 2).
2.12. На винтах с заостренным концом не допускается притупление острия буравчика более 15 % от диаметра резьбы.
(Новая редакция, Изм. № 2)
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки винтов по ГОСТ 17769-83.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Визуальный осмотр винтов, проверка размеров, шероховатости поверхностей, дефектов поверхности, твердости, толщины покрытия и измерения глубины обезуглероженного слоя — по ГОСТ 1759.0-87.
При отсутствии у винтов площадки для измерения твердости, измерение твердости следует производить на образцах-свидетелях, прошедших термообработку вместе с винтами.
Допускается не контролировать радиус сферы головки, высоту сферы полупотайной головки, диаметр и глубину крестообразного шлица, радиусы под головкой винтов при условии обеспечения этих размеров инструментом или технологией изготовления.
4.2. Проверку винтов на ввинчивание проводят по требованию потребителя следующим методом:
винты ввинчивают в испытательную стальную пластину;
твердость стальной испытательной пластины — 125…165 НВ, содержание углерода в стали пластины должно быть не более 0,23 %;
толщина пластиныS, а также диаметры отверстий должны соответствовать указанным на черт. 3 и в табл. 4.
Конец ввернутого винта должен выходить из пластины не менее чем на два витка полного профиля резьбы. Винты, имеющие менее четырех витков резьбы, ввертываются в пластину с зазором между головкой и пластиной, не более допустимого недовода резьбы.
После вывинчивания на витках не должно быть выкрашивания, трещин, сорванных или смятых витков резьбы и смятия опорных поверхностей шлица на головке.
Черт. 3
Таблица 4
мм
| Номинальный диаметр резьбыd | 2,5 | 3 | 4 | 5 | 6 | 8 |
|---|---|---|---|---|---|---|
| Sдля винтов: | ||||||
| с крупным шагом резьбы | 1,25 | 1,25 | 1,75 | 2,00 | 2,50 | 3,50 |
| с мелким шагом резьбы | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 |
| d1(Н13) для винтов: | ||||||
| с крупным шагом резьбы | 2,0 | 2,5 | 3,0 | 3,8 | 4,8 | 6,0 |
| с мелким шагом резьбы | 2,1 | 2,5 | 3,5 | 4,5 | 5,5 | 7,5 |
4.1., 4.2.(Измененная редакция, Изм. № 1, 2).
5. УПАКОВКА И МАРКИРОВКА
5.1. Упаковка, маркировка, транспортирование и хранение — по ГОСТ 18160-72.
(Новая редакция, Изм. № 2)
ПРИЛОЖЕНИЕ 1
Обязательное
Схема построения условного обозначения винтов
Примечание. Исполнение 1, крупный шаг резьбы и отсутствие покрытия в условном обозначении не указываются.
Пример условного обозначениявинта в исполнении 2, с диаметром резьбыd= 5 мм, с мелким шагом резьбы, длинойl= 30 мм, из углеродистой стали с цинковым покрытием толщиной 6 мкм, хроматированным:
Винт 2-5×1,5×30.01.016 ГОСТ…(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 2.(Исключено, Изм. № 1).
Дата публикации: 19.12.2018 19:05:43
Назад в раздел
Винты самонарезающие для металла и пластмассы. Общие технические условия
ГОСТ 10618-80
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ВИНТЫ САМОНАРЕЗАЮЩИЕ
ДЛЯ МЕТАЛЛА И ПЛАСТМАССЫ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
Москва Стандартинформ 2007 |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ВИНТЫ
САМОНАРЕЗАЮЩИЕ ДЛЯ Общие технические условия Self-tapping screws for metals and plastics. | ГОСТ |
Дата введения 01.01.82
Настоящий стандарт распространяется на самонарезающие винты для металла и пластмассы класса точности В с притупленными и заостренными концами.
Требования настоящего стандарта являются обязательными.
1. РАЗМЕРЫ
1.1. По форме и размерам самонарезающие винты должны соответствовать стандартам на конструкцию и размеры конкретных видов винтов.
1.2. Размеры резьбы и конца винта должны соответствовать указанным на черт. 1, 2 и в табл. 1, 2.
Черт. 1
Таблица 1
мм
Диаметр резьбы d | Номин. | 2,5 | 3 | 4 | 5 | 6 | 8 |
Пред откл. по h23 | -0,14 | -0,18 | -0,22 | ||||
Внутренний диаметр резьбы d1, не более | 1,7 | 2,1 | 2,8 | 3,5 | 4,2 | 5,6 | |
Шаг резьбы Р | 1,25 | 1,75 | 2,00 | 2,50 | 3,50 | ||
Ширина площадки b, не более | 0,10 | 0,15 | 0,20 | ||||
Длина конического конца l1 » | 2,9 | 4,3 | 5,7 | 6,1 | |||
Примечание. В зависимости от метода образования резьбы края площадки А могут иметь скругления.
Резьба с мелким шагом
Черт. 2
Таблица 2
мм
Диаметр резьбы d | Номин. | 2,5 | 3 | 4 | 5 | 6 | 8 |
Пред. откл. по h23 | -0,14 | -0,18 | -0,22 | ||||
Внутренний диаметр резьбы d1, не более | 2,0 | 2,3 | 2,9 | 3,9 | 4,9 | 6,2 | |
Шаг резьбы Р | 1,0 | 1,5 | 1,75 | 2,0 | |||
Ширина площадки b, не более | 0,10 | 0,15 | |||||
Длина конического конца с углом 4° l1 » | 3,5 | 5,0 | 6,0 | 7,0 | |||
Длина конического конца с углом 7° 30¢ l2 » | 1,00 | 1,50 | 1,75 | 2,00 | |||
(Измененная редакция, Изм. № 1, 2).
1.3. Схема построения условного обозначения самонарезающих винтов указана в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Предельные отклонения размеров и расположения поверхностей, шероховатость поверхностей самонарезающих винтов должны соответствовать стандартам на конструкцию и размеры конкретных видов винтов.
2.2. Марки материалов и их условные обозначения должны соответствовать указанным в табл. 3.
Таблица 3
Наименование материала | Марка материала | Условное обозначение марки материала (группы) |
Углеродистые стали | 08кп, 10, 10кп по ГОСТ 10702 | 01 |
20, 20кп, 25 по ГОСТ 10702 | 04 | |
Легированные стали | 20Х, 40Х по ГОСТ 4543 | 10 |
30Х ГСА по ГОСТ 4543 | 12 |
(Измененная редакция, Изм. № 2).
2.3. Допускается для изготовления винтов применять не указанные в табл. 3 марки материалов, механические свойства которых не ниже свойств марок материалов, установленных табл. 3.
В этом случае в обозначении винта вместо условного обозначения материалов указывают его марку.
2.4. Самонарезающие винты должны подвергаться термической или химико-термической обработке.
Твердость винтов с крупным шагом резьбы должна быть 57 … 63 HRCэ, с мелким — 37 … 47 HRCэ.
Поверхностная твердость винтов после химико-термической обработки должна быть не менее 450 HV03; 83HR15N.
Глубина слоя химико-термической обработки должна быть:
для диаметров от 2 до 3 — 0,04 — 0,01 мм;
» » » 4 » 6 — 0,05 — 0,18 мм;
» » » 7 » — 0,1 — 0,23 мм.
(Измененная редакция, Изм. № 1, 2).
2.5. Шаг и угол профиля резьбы, углы конической части стержня должны обеспечиваться точностью изготовления инструментов или копиров, для которых допускаемое отклонение от номинального значения не должно превышать ±10 %.
2.6. Уменьшение наружного диаметра винта в пределах поля допуска может быть только в сторону конца винта.
2.7. Самонарезающие винты с заостренным концом должны иметь цилиндрический стержень с полнопрофильной резьбой до конуса.
2.8. Для винтов, имеющих менее четырех витков резьбы, длина конического конца не должна превышать 30 % всей длины винта.
(Измененная редакция, Изм. № 2).
2.9. Резьба должна быть чистой, без задиров и заусенцев. Частичные подрезы, утолщения или надрывы витков не допускаются.
2.10. Виды покрытий и их условное обозначение по ГОСТ 1759.0.
(Измененная редакция, Изм. № 2).
2.11. Допуски размеров, формы и расположения поверхностей винтов — по ГОСТ 1759.1.
Допускаемые дефекты поверхности винтов — по ГОСТ 1759.2.
2.12. На винтах с заостренным концом не допускается притупление острия буравчика более 15 % от диаметра резьбы.
2.11, 2.12 (Введены дополнительно, Изм. № 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки винтов по ГОСТ 17769.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Визуальный осмотр винтов, проверка размеров, шероховатости поверхностей, дефектов поверхности, твердости, толщины покрытия и измерения глубины обезуглероженного слоя — по ГОСТ 1759.0, ГОСТ 1759.2..
4.2. Проверку винтов на ввинчивание проводят по требованию потребителя следующим методом:
винты ввинчивают в испытательную стальную пластину;
твердость стальной испытательной пластины — 125 … 165 НВ, содержание углерода в стали пластины должно быть не более 0,23 %;
толщина пластины S, а также диаметры отверстий должны соответствовать указанным на черт. 3 и в табл. 4.
Конец ввернутого винта должен выходить из пластины не менее чем на два витка полного профиля резьбы. Винты, имеющие менее четырех витков резьбы, ввертываются в пластину с зазором между головкой и пластиной, не более допустимого недовода резьбы.
После вывинчивания на витках не должно быть выкрашивания, трещин, сорванных или смятых витков резьбы и смятия опорных поверхностей шлица на головке.
Черт. 3
Таблица 4
мм
Номинальный диаметр резьбы d | 2,5 | 3 | 4 | 5 | 6 | 8 |
S для винтов: | ||||||
с крупным шагом резьбы | 1,25 | 1,25 | 1,75 | 2,00 | 2,50 | 3,50 |
с мелким шагом резьбы | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 |
d1 (Н13) для винтов: | ||||||
с крупным шагом резьбы | 2,0 | 2,5 | 3,0 | 3,8 | 4,8 | 6,0 |
с мелким шагом резьбы | 2,1 | 2,5 | 3,5 | 4,5 | 5,5 | 7,5 |
4.1, 4.2 (Измененная редакция, Изм. № 1).
5. УПАКОВКА И МАРКИРОВКА
5.1. Упаковка, маркировка, транспортирование и хранение — по ГОСТ 18160.
(Измененная редакция, Изм. № 2).
ПРИЛОЖЕНИЕ 1
Обязательное
СХЕМА ПОСТРОЕНИЯ УСЛОВНОГО ОБОЗНАЧЕНИЯ ВИНТОВ
Примечание. Исполнение 1, крупный шаг резьбы и отсутствие покрытия в условном обозначении не указываются.
Пример условного обозначения винта в исполнении 2, с диаметром резьбы d = 5 мм, с мелким шагом резьбы, длиной l = 30 мм, из углеродистой стали с цинковым покрытием толщиной 6 мкм, хроматированным:
Винт 2-5´1,5´30.01.016 ГОСТ…
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством автомобильного и сельскохозяйственного машиностроения СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕИСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.12.80 № 6109
3. Стандарт соответствует международным стандартам ИСО 1478-83 в части допусков диаметра резьбы и ИСО 2702-74 в части твердости поверхности и методов контроля винтов
4. ВЗАМЕН ГОСТ 10618-63
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. ИЗДАНИЕ с Изменениями № 1. 2, утвержденными в апреле 1985 г., марте 1991 г. (ИУС 7-85, 6-91)
ГОСТ 10621-80
ГОСТ 10621-80
Группа Г32
Дата введения 1982-01-01
Постановлением Государственного комитета СССР по стандартам от 30 декабря 1980 г. N 6109 дата введения установлена 01.01.82
Ограничение срока действия снято Постановлением Госстандарта СССР от 29.03.91 N 399
ВЗАМЕН ГОСТ 10621-63, ГОСТ 11650-65, в части винтов с притупленным концом
ИЗДАНИЕ с Изменением N 1, утвержденным в апреле 1985 г. (ИУС 7-85)
1. Настоящий стандарт распространяется на самонарезающие винты с полукруглой головкой для металла и пластмассы класса точности В с номинальным диаметром резьбы от 2,5 до 8 мм.
2. Конструкция и размеры винтов должны соответствовать указанным на чертеже и в табл.1, 2.
Чертеж. Конструкция и размеры винтов
Исполнение 1
Исполнение 2
_____________
* Размер для справок.
Таблица 1
Размеры, мм
Номинальный диаметр резьбы | 2,5 | 3 | 4 | 5 | 6 | 8 | ||
Шаг резьбы | крупный | 1,25 | 1,75 | 2,0 | 2,5 | 3,5 | ||
мелкий | 1,0 | 1,5 | 1,75 | 2,0 | ||||
Диаметр головки | Номин. | 4,5 | 5,5 | 7,0 | 8,5 | 10,0 | 13,0 | |
Пред. откл. по 15 | ±0,24 | ±0,29 | ±0,35 | |||||
Высота головки | Номин. | 1,7 | 2,1 | 2,8 | 3,5 | 4,2 | 5,6 | |
Пред откл. по 15 | ±0,2 | ± 0,24 | ||||||
Радиус сферы головки | 2,4 | 2,9 | 3,6 | 4,4 | 5,1 | 6,6 | ||
Радиусы под головкой | , не менее | 0,10 | 0,20 | 0,25 | 0,40 | |||
, не более | 3,1 | 3,6 | 4,7 | 5,7 | 6,8 | 9,2 | ||
Ширина шлица | Номин. | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | |
Не менее | 0,66 | 0,86 | 1,06 | 1,26 | 1,66 | 2,06 | ||
Не более | 0,80 | 1,00 | 1,20 | 1,51 | 1,91 | 2,31 | ||
Глубина шлица | Не менее | 0,9 | 1,0 | 1,6 | 2,1 | 2,3 | 3,3 | |
Не более | 1,3 | 1,4 | 2,0 | 2,5 | 2,7 | 3,7 | ||
Допуск соосности головки относительно стержня (2IТ14) | 0,60 | 0,72 | 0,86 | |||||
Допуск симметричности шлица относительно стержня в диаметральном выражении (2IТ14) | 0,50 | 0,60 | 0,72 | |||||
Номер крестообразного шлица | 1 | 2 | 3 | |||||
Диаметр крестообоазного шлица , не более | 2,8 | 3,1 | 4,2 | 5,0 | 6,6 | 7,7 | ||
Глубина крестообразного шлица, | 1,25 | 1,60 | 1,75 | 2,50 | 2,45 | 3,65 | ||
Глубина вхождения калибра в крестообразный шлиц | Не более | 1,4 | 1,7 | 2,0 | 2,8 | 3,0 | 4,2 | |
Не менее | 1,1 | 1,4 | 1,5 | 2,3 | 2,5 | 3,7 | ||
Недовод резьбы, не более | 0,8 | 1,0 | ||||||
Примечание. Крестообразный шлиц — по ГОСТ 10753-86.
Таблица 2
мм
Примечание. Длины , заключенные в скобки, применять не рекомендуется.
Примеры условного обозначения:
Винт в исполнении 1, диаметром 5 мм, длиной 30 мм, из материала группы 01, без покрытия, с крупным шагом резьбы
Винт 5×30.01 ГОСТ 10621-80
То же, в исполнении 2, диаметром 5 мм, с мелким шагом резьбы, длиной 30 мм, из материала группы 01, с цинковым покрытием толщиной 6 мкм, хроматированным
Винт 2-5×1,5×30.01.016 ГОСТ 10621-80
(Измененная редакция, Изм. N 1).
3. Технические требования, резьба, методы контроля, правила приемки, упаковка и маркировка — по ГОСТ 10618-80.
4. Теоретическая масса винтов указана в приложении 1.
5. (Исключен, Изм. N 1).
ПРИЛОЖЕНИЕ 1 (справочное). Теоретическая масса самонарезающих винтов
ПРИЛОЖЕНИЕ 1
Справочное
Длина винта , мм | Номинальный диаметр резьбы , мм | |||||
2,5 | 3 | 4 | 5 | 6 | 8 | |
Масса 1000 шт. стальных винтов с крупным шагом резьбы, кг | ||||||
6 | 0,32 | 0,51 | — | — | — | — |
8 | 0,37 | 0,59 | 1,11 | — | — | — |
10 | 0,42 | 0,67 | 1,25 | 2,21 | — | — |
12 | 0,47 | 0,75 | 1,39 | 2,43 | 3,61 | — |
14 | 0,52 | 0,83 | 1,53 | 2,67 | 3,93 | — |
16 | 0,57 | 0,91 | 1,67 | 2,91 | 4,25 | 5,01 |
18 | 0,62 | 0,99 | 1,81 | 3,15 | 4,57 | 5,58 |
20 | — | 1,07 | 1,95 | 3,39 | 4,89 | 6,15 |
22 | — | — | 2,09 | 3,63 | 5,21 | 6,72 |
25 | — | — | 2,30 | 4,00 | 5,69 | 7,57 |
30 | — | — | 2,65 | 4,60 | 6,49 | 9,00 |
35 | — | — | 3,00 | 5,20 | 7,29 | 10,42 |
40 | — | — | — | 5,80 | 8,09 | 11,84 |
45 | — | — | — | 6,40 | 8,99 | 13,25 |
50 | — | — | — | — | 9,69 | 14,68 |
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. N 1).
Текст документа сверен по:
официальное издание
Винты самонарезающие.
Общие технические условия.
Конструкция и размеры: Сб. стандартов. —
М.: Стандартинформ, 2006