Стыковка двутавровых балок: как правильно стыковать узлы двутавра
При строительстве многоэтажных зданий промышленного и гражданского назначения с большими пролетами, колоннами, массивными фермами используют двутавровые балки. В процессе монтажа их требуется стыковать друг с другом и другими строительными элементами. Монтажные стыки двутавровых балок, которые должны быть практически равнопрочными с телом металлопроката, выполняются сваркой или с помощью крепежных элементов. На строительной площадке изготавливать их сложнее, чем в заводских условиях, из-за необходимости четкого позиционирования и усиления стыковочных узлов.
Особенности стыкования двутавровых балок
Основной вариант использования фасонного проката с сечением Н-образной формы – в качестве элементов балочных клеток. Соединение балок в таких конструкциях осуществляется в горизонтальной плоскости или опиранием сверху.
В месте опирания для конца двутавра создают опорные ребра жесткости. Они служат для распределения и передачи нагрузки от двутаврового проката – опоре.
Особенности выполнения сварных соединений
Один из вариантов удлинения двутавровой балки – приварка профильного проката с двух сторон к прокладке по периметру двутаврового профиля. Разделка кромок не требуется.

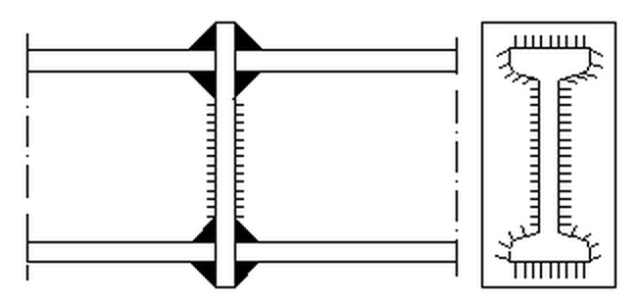
Второй способ – соединение двутавровых балок встык с последующей наваркой четырех укрепляющих накладок, подбор формы которых зависит от положения двутавра в пространстве. Накладки приваривают на каждую полку и на каждую сторону стенки.

Этапы производства работ:
- На кромках двутавра изготавливают скос, обеспечивающий хороший провар шва.
- Готовят накладки из листовой стали. Укрепляющие элементы прямоугольной формы, привариваемые на полки, должны иметь ширину полок, на стенку – высоту стенки.
- Накладки укладывают на шов, приваривают их по периметру, прижимая с помощью струбцины. Для удобства проведения работ накладки на стенку делают ромбовидными. Главное требование – накладка должна иметь форму, симметричную относительно продольной оси двутавра.
Сварка двутавровых балок с использованием накладок и прокладок применяется для создания конструкций, не подвергаемых значительным нагрузкам. Это связано с тем, что швы, по которым привариваются эти укрепляющие элементы, являются концентраторами напряжений. Еще одна проблема сварных швов – быстрое старение. Для борьбы с этим негативным явлением применяют грунтовочные составы.
Сварку выполняют при зафиксированном положении балок. Для этого их укладывают на жесткие основания, чаще всего – на специализированные стеллажи-фундаменты.
Особенности выполнения болтовых соединений
Для определения способа, как правильно стыковать элементы конструкции из двутавра, необходимо точно знать особенности эксплуатации объекта. Разъемный вид стыкования двутавровой балкиобычно применяется при монтаже конструкций, которые планируется несколько раз демонтировать и монтировать вновь. Выполняется с использованием накладок, имеет преимущества и недостатки.

Плюсы болтового соединения
- Относительная простота сборки, которую могут выполнить рабочие с невысоким уровнем квалификации.
- Отсутствие остаточных напряжений, имеющихся в сварном шве.
- Более простые мероприятия по проверке качества соединений, по сравнению с проверкой сварного шва.
- Отсутствие необходимости привлечения к работе квалифицированных сварщиков.
- Стойкость к ударным и вибрационным нагрузкам. Однако в сложных эксплуатационных условиях может потребоваться периодическая подтяжка крепежа.
Недостатки этого метода – более высокая (по сравнению со сваркой) трудоемкость и металлоемкость из-за необходимости использовать дополнительные усиливающие элементы, постепенное коррозионное разрушение крепежа, изготовленного из «черных» сталей.
Комбинированное стыкование двутавровых балок
Для создания крупногабаритных пролетов применяют способ комбинированного соединения двутавров, сочетающий стыкование на болтах и сварку. Порядок проведения работ:
- соединение балок с помощью накладок и резьбового крепежа из высокопрочной стали;
- сварка поясов;
- закрытие технологических окон с помощью накладок и прокладок.
Узел стыковки элементов из двутавров
Опубликовал admin | Дата 24 Октябрь, 2018
Стыки элементов из двутавров по ГОСТ 26020-83 и ГОСТ 8239-89.
Конструктивное решение.



Конструкция стыка, размеры стыковых накладок и сварных швов в зависимости от типа двутавров, стали двутавров и накладок, типа электродов или марки сварочной проволоки должны соответствовать указанным на данном чертеже и табл.1
Таблица 1.
Сталь элементов и накладок марки С245. Тип электродов Э42, Э42А. Марка сварочной проволоки Св-08А
| Номер профиля | Накладка по полкам | Накладка по стенке | ||||||
| сечение b1xt1, мм | длина l1, мм | масса 1 шт., кг | катет шва kf1, мм | сечение b2xt2, мм | длина l2, мм | масса 1 шт., мм | катет шва kf2, мм | |
| 12Б1 | 80х6 | 200 | 0,75 | 4 | 100х4 | 90 | 0,28 | 4 |
| 12Б2 | 80х6 | 200 | 0,75 | 5 | 100х4 | 90 | 0,28 | 4 |
| 14Б1 | 90х6 | 200 | 0,85 | 5 | 100х4 | 110 | 0,35 | 4 |
| 14Б2 | 230 | 1,3 | 5 | 100х4 | 110 | 0,35 | 4 | |
| 16Б1 | 100х6 | 230 | 1,08 | 5 | 100х4 | 120 | 0,38 | 4 |
| 16Б2 | 100х8 | 230 | 1,44 | 6 | 100х5 | 120 | 0,47 | 5 |
| 18Б1 | 110х8 | 230 | 1,59 | 6 | 100х4 | 140 | 0,44 | 4 |
| 18Б2 | 110х8 | 260 | 1,8 | 6 | 110х5 | 140 | 0,6 | 5 |
| 20Б1 | 120х10 | 300 | 2,83 | 6 | 110х5 | 150 | 0,65 | 5 |
| 23Б1 | 130х10 | 340 | 3,47 | 6 | 110х5 | 180 | 0,78 | 5 |
| 26Б1 | 140х10 | 340 | 3,74 | 6 | 110х5 | 210 | 0,91 | 5 |
| 26Б2 | 140х10 | 390 | 4,29 | 6 | 110х5 | 210 | 0,91 | 5 |
| 30Б1 | 160х10 | 390 | 4,9 | 6 | 110х5 | 240 | 1,04 | 5 |
| 30Б2 | 160х10 | 440 | 5,43 | 6 | 110х5 | 240 | 1,04 | 5 |
| 35Б1 | 170х10 | 350 | 4,67 | 8 | 120х5 | 290 | 1,36 | 5 |
| 35Б2 | 190х10 | 390 | 5,82 | 8 | 120х5 | 290 | 1,36 | 5 |
| 40Б1 | 200х10 | 410 | 6,44 | 8 | 120х6 | 330 | 1,86 | 6 |
| 40Б2 | 190х12 | 470 | 8,41 | 8 | 130х6 | 330 | 2,02 | 6 |
| 45Б1 | 200х12 | 480 | 9,04 | 8 | 130х6 | 370 | 2,26 | 6 |
| 45Б2 | 210х14 | 500 | 11,54 | 10 | 140х8 | 370 | 3,25 | 8 |
| 50Б1 | 220х14 | 510 | 12,33 | 10 | 140х8 | 420 | 3,69 | 8 |
| 50Б2 | 230х140 | 570 | 14,41 | 10 | 150х8 | 420 | 3,96 | 8 |
| 55Б1 | 250х14 | 530 | 14,56 | 12 | 150х8 | 460 | 4,33 | 8 |
| 55Б2 | 250х16 | 580 | 18,21 | 12 | 150х8 | 460 | 4,33 | 8 |
| 60Б1 | 260х16 | 600 | 19,59 | 14 | 160х8 | 510 | 5,12 | 8 |
| 60Б2 | 260х18 | 660 | 24,25 | 14 | 160Х8 | 510 | 5,12 | 8 |
| 70Б1 | 300х16 | 660 | 24,87 | 14 | 170х10 | 610 | 8,14 | 10 |
| 70Б2 | 310х18 | 680 | 29,79 | 16 | 180х10 | 610 | 8,62 | 10 |
| 80Б1 | 320х18 | 680 | 30х75 | 16 | 200х12 | 700 | 13,19 | 12 |
| 80Б2 | 320х20 | 690 | 34,67 | 18 | 200х12 | 700 | 13,19 | 12 |
| 90Б1 | 340х20 | 710 | 37,9 | 18 | 220х12 | 790 | 16,37 | 12 |
| 90Б2 | 340х22* | 790 | 46,39 | 18 | 220х12 | 790 | 16,37 | 12 |
| 100Б1 | 360х22* | 800 | 49,74 | 18 | 220х16 | 880 | 24,32 | 16 |
| 100Б2 | 360х25* | 930 | 63,59 | 18 | 240х16 | 880 | 26,53 | 16 |
| 100Б3 | 370х28* | 950 | 77,26 | 20 | 240х16 | 880 | 26,53 | 16 |
| * Накладки, отмеченные звездочкой, изготовить из стали марки С255. | ||||||||
Смотрите также:
Смотрите также «Справочные данные»:
Как правильно стыковать двутавровую балку
Большинство зданий из металлоконструкций промышленного и коммерческого назначения представляют собой рамные конструкции состоящие из колонн, балок перекрытия, ферм или ригелей. Как правило, такие здания нередко обладают большими пролетами и высотой, что заставляет производителей и строителей широко использовать стыковые узлы в различных элементах стальных строительных конструкций.
Монтажный стык на накладках при помощи болтового соединения

Подготовка стыка к сварке. Разделка кромок и установка на направляющих планках.

Стык после сварки, шов зачищен, направляющие пластины срезаны.
Применение заводских стыков в первую очередь обусловлено экономическими причинами и размером металлопроката. Из опыта производства металлоконструкций последних лет, в строительстве промышленных зданий в 80% случаев используется нормальная, колонная или широкополочная балка по СТО АСЧМ 20-93, ГОСТ26020-83,и порядка 20% приходится на сварную балку переменного сечения. Стандартная длина двутавровых балок 12,0м, листового проката 6,0м, в целях сокращения издержек на раскрой материалов, приходится производить заготовку отправочных элементов по нарастающей. Например, при длине колонн 10800мм, из одной прокатной балки 12000мм у нас получается заготовка для целой колонны 10800мм и остаток 1200мм, следующую колонну мы получаем наращивая новую прокатную балку получившимся остатком (1200+12000=13200) и снова отрезаем 10800, после чего с полученным остатком 2400мм поступаем так же как описано выше и так далее. С листовой составной балкой поступаем аналогичным образом непосредственно при раскрое листа, но на самих балках стык делается не в одной плоскости, а разносится, стенка варится в одном месте, полки стыкуются под углом 60 и варятся выше и ниже стыка стенки.
Конечно же, в обоих случаях приходится учитывать и место стыка, не допуская его попадание в зону максимальных нагрузок и места сопряжения других элементов конструкции. Заводской стык на колоннах и балках выполняется по условиям расчета согласно СНиП II-23-81*, наиболее часто в заводских реалиях находит применение сварной стыковой шов в с полным проваром и разделкой кромок поясов и стенок сопрягаемых деталей. В случаях, когда нужно обеспечить надежность стыка и основного металла в зонах действия значительных моментов и поперечных сил, стык усиливают накладками, установленными на полки и стенки балки. Для оптимизации процесса проектирования КМ или разработки КМД при производстве металлоконструкций можно так же применять типовую серию 2.400-10 «Нормали заводских стыков профилей в строительных стальных конструкциях», где уже произведен расчет равнопрочности стыка с основным металлом и даны конструктивные решения стыков соединяемых элементов из швеллеров, уголков и двутавров.

Монтажные стыки выполняются из-за ограниченных возможностей транспортирования крупногабаритных металлоконструкций автомобильным и железнодорожным транспортом, при их длине более 15 метров с точки зрения удобства и экономии целесообразнее расчленить конструкцию на более мелкие элементы для доставки потребителю. Объединение отправочных элементов в одно целое производится непосредственно на строительной площадке силами монтажной организации. Монтажные стыки балок и колонн выполняются сварными или болтовыми, по сравнению с заводскими они более трудоемкие и затратные из-за необходимости применения дополнительных элементов для усиления и позиционирования деталей в узлах сопряжений. Самый лучший вариант конечно сварной, встык с полным проваром при условии раздела кромок и физическом методе контроля, однако на монтаже не всегда условия сварки и контроля качества швов соответствуют расчетным, поэтому, как правило, монтажные соединения изначально делаются на накладках усиливающих прочность стыка. Болтовые монтажные соединения так же выполняются на накладках предпочтительно с использованием высокопрочных болтов, такие соединения металлоемки, требуют значительных трудозатрат при производстве, к тому же отверстия ослабляют сечения элементов, однако с точки зрения монтажа их легче собрать и они не требуют высокоспециализированного персонала для выполнения качественного стыка. Довольно эффективны фланцевые соединения, но мало распространены в силу своей повышенной деформативности. Согласно СП 16.13330.2011 – «стыковку колонн на монтаже необходимо производить фрезерованными торцами сваренными встык, либо на накладках со сварными или болтовыми соединениями, в том числе на высокопрочных болтах, так же допускается использование фланцевых соединений воспринимающих растягивающее усилие болтами, а сжимающее через прижим поверхностей фланцев».

Источник При строительстве многоэтажных зданий промышленного и гражданского назначения с большими пролетами, колоннами, массивными фермами используют двутавровые балки. В процессе монтажа их требуется стыковать друг с другом и другими строительными элементами. Монтажные стыки двутавровых балок, которые должны быть практически равнопрочными с телом металлопроката, выполняются сваркой или с помощью крепежных элементов. На строительной площадке изготавливать их сложнее, чем в заводских условиях, из-за необходимости четкого позиционирования и усиления стыковочных узлов.
Особенности стыкования двутавровых балок
Основной вариант использования фасонного проката с сечением Н-образной формы – в качестве элементов балочных клеток. Соединение балок в таких конструкциях осуществляется в горизонтальной плоскости или опиранием сверху.
В месте опирания для конца двутавра создают опорные ребра жесткости. Они служат для распределения и передачи нагрузки от двутаврового проката – опоре.
Особенности выполнения сварных соединений
Надежным способом создания узлов стыковки балок с двутавровым профилем является сварка. При выполнении сварки встык обязательно проводится контроль качества шва. Чаще всего для повышения надежности узла используют усиливающие накладки.
Один из вариантов удлинения двутавровой балки – приварка профильного проката с двух сторон к прокладке по периметру двутаврового профиля. Разделка кромок не требуется.
Второй способ – соединение двутавровых балок встык с последующей наваркой четырех укрепляющих накладок, подбор формы которых зависит от положения двутавра в пространстве. Накладки приваривают на каждую полку и на каждую сторону стенки.
Этапы производства работ:
- На кромках двутавра изготавливают скос, обеспечивающий хороший провар шва.
- Готовят накладки из листовой стали. Укрепляющие элементы прямоугольной формы, привариваемые на полки, должны иметь ширину полок, на стенку – высоту стенки.
- Накладки укладывают на шов, приваривают их по периметру, прижимая с помощью струбцины. Для удобства проведения работ накладки на стенку делают ромбовидными. Главное требование – накладка должна иметь форму, симметричную относительно продольной оси двутавра.
Сварка двутавровых балок с использованием накладок и прокладок применяется для создания конструкций, не подвергаемых значительным нагрузкам. Это связано с тем, что швы, по которым привариваются эти укрепляющие элементы, являются концентраторами напряжений. Еще одна проблема сварных швов – быстрое старение. Для борьбы с этим негативным явлением применяют грунтовочные составы.
Сварку выполняют при зафиксированном положении балок. Для этого их укладывают на жесткие основания, чаще всего – на специализированные стеллажи-фундаменты.
Особенности выполнения болтовых соединений
Для определения способа, как правильно стыковать элементы конструкции из двутавра, необходимо точно знать особенности эксплуатации объекта. Разъемный вид стыкования двутавровой балкиобычно применяется при монтаже конструкций, которые планируется несколько раз демонтировать и монтировать вновь. Выполняется с использованием накладок, имеет преимущества и недостатки.
Плюсы болтового соединения
- Относительная простота сборки, которую могут выполнить рабочие с невысоким уровнем квалификации.
- Отсутствие остаточных напряжений, имеющихся в сварном шве.
- Более простые мероприятия по проверке качества соединений, по сравнению с проверкой сварного шва.
- Отсутствие необходимости привлечения к работе квалифицированных сварщиков.
- Стойкость к ударным и вибрационным нагрузкам. Однако в сложных эксплуатационных условиях может потребоваться периодическая подтяжка крепежа.
Недостатки этого метода – более высокая (по сравнению со сваркой) трудоемкость и металлоемкость из-за необходимости использовать дополнительные усиливающие элементы, постепенное коррозионное разрушение крепежа, изготовленного из «черных» сталей.
Комбинированное стыкование двутавровых балок
Для создания крупногабаритных пролетов применяют способ комбинированного соединения двутавров, сочетающий стыкование на болтах и сварку. Порядок проведения работ:
- соединение балок с помощью накладок и резьбового крепежа из высокопрочной стали;
- сварка поясов;
- закрытие технологических окон с помощью накладок и прокладок.
Как соединить двутавровую балку между собой
Методы сварки балок с двутавровым сечением

3D сверление
Производители используют несколько методов сварки изделий, выбор которых зависит от оборудования и вида приспособлений. Для получения поясных длинных швов применяется автоматическая сварка под флюсом. В результате швы получаются отличного качества по всей длине балки. Применение жидкого флюса для сварки позволяет снизить себестоимость продукции, расплавленный металл медленнее остывает и минимизируется разбрызгивание металла из рабочей зоны.
Кроме этого метода, возможно использование дуговой (ручной и полуавтоматической) сварки. В этом способе применяются кондукторы в комплексе с зажимами, хомутами или прихватками. К недостаткам этого типа сварки относится большой расход расплавленного металла из-за его угара и разбрызгивания. Для производства балок с сечением в виде двутавра может выполняться сварка «встык», а для этого применяется следующее оборудование: консольное и портальное, сварочные манипуляторы и самоходные тракторы.
Особенностями консольного и портального оборудования является получение шва высокого качества и хорошая провариваемость изделий. Сварочные манипуляторы характеризуются универсальностью и надежностью, а их использование позволяет выполнять различные сварочные работы. Для производства двутавровых балок в небольшом количестве рационально применять специальные сварочные самоходные тракторы, которые характеризуются простой эксплуатацией. Портальная установка подходит для дуговой автоматизированной сварки на стапелях и под действием флюса. Состоит такая установка из портала (главный элемент с высокой жесткостью), сварочной головки, стапеля, рельсового пути и концевых выключателей.
Соединение двутавров

Самым надежным металлическим профилем для возведения металлоконструкций является двутавр.
Крепление двутавра к двутавру выполняют сваркой встык между собой при создании несущих конструкций межэтажных перекрытий, куполов и арок.
Как сваривать двутавровые балки
Преимуществом метода является обеспечение высокой надежности соединений.
Особенности сваривания
Сначала сваривают стыки и стенки поясов двутавров. В балках стыковые швы являются основными. Чтобы уменьшить остаточное напряжение необходимо варить без закреплений в обрабатываемых листах.
Как правильно сварить двутавры?
Необходимо следить, чтобы между стыкующимися кромками зазор был в допустимых пределах, иначе все усилия будут сведены на нет.
Правильное расположение осей проверяется с помощью длинной линейки. Если имеется смещение, его легко убрать посредством клина. Необходимый зазор выполняется с помощью сборочной планки. Стык сваривают высококачественными электродами или под флюсом, также можно применять полуавтомат.
Как приварить двутавр к двутавру?
- Сварка в горизонтальном положении.Выполнять работы легче, если поясные швы сваривают «в угол» двумя автоматами, а вертикальная стена находится в горизонтальном положении. Ось в продольном направлении искривляется минимально, поскольку прогиб по горизонтали практически удален за счет обратного прогиба после сварки второй пары.
- Сварка в вертикальном положении.Остаточный прогиб виден в месте, где сделана первая пара швов. Когда сварные соединения двутавров выполнены, проводят разметку поперечных ребер жесткости. Приваривают их вручную или полуавтоматом.
Чтобы выполнить узел крепления одного отрезка двутавра к другому двутавру, используют накладки.
Перед установкой накладок с двух сторон от стенки и снаружи полок, нужно обрезать их по форме ромба и обварить косыми швами. Такие работы необходимы, чтобы выступающие полки не препятствовали наложению сварочного шва по стороне накладок. Рекомендуется располагать накладки симметрично продольной оси балки. Такой способ станет отличным решением для выполнения конструкций, испытывающих незначительную нагрузку.
Причиной является свойство накладок концентрировать напряжение у швов, поскольку форма сечения изменяется.
Смотрите также:
На сегодняшний день сварочное производство занимает своё значительное место в машиностроении, строительстве и прочих трудовых сферах, которые включают в себя огромный объём работ и производство массивных конструкций. Благодаря сварочному производству, стало возможным существенное облегчение деталей.
Соединение двутавров
Посудите сами, ведь раньше для создания огромных балок использовались штыри, болты, заклёпки, которые и скрепляли их между собой. Такой способ хоть и надежен, но дополнительные крепления увеличивают массу готового изделия, что не очень хорошо может сказаться на фундаменте всего здания, и уже не говоря о себестоимости производства. Но производство сварных балок стало настоящим открытием в строительстве – скорость и сравнительно меньшая масса по сравнению с тяжелыми штырями и болтами поспособствовали увеличению темпа строительства, появления высотных зданий и снижение нагрузки на фундамент.
В данной статье будет рассмотрена технология изготовления сварной балки и ее особенности.
Технология соединения двутавров
Двутавр, он же двутавровая балка – один из самых востребованных в строительстве видов металлопроката. Его геометрия позволяет выдерживать большие продольные и поперечные нагрузки, поэтому двутавр широко применяется при монтаже металлоконструкций, в том числе, и ответственных. Однако, независимо от варианта использования, прочность итогового металлокаркаса зависит не только от параметров и характеристик самого проката, но и от правильности и метода его соединения между собой.
Методы соединения двутавровых балок
Их монтаж может производиться двумя способами: сваркой или болтовым соединением. Правильно произведенная сварка позволяет получить прочную, надежную конструкцию, но в ряде случаев могут использоваться и болтовые или клепочные соединения, поскольку сам по себе сварной шов является местом концентрации напряжений в конструкции.
Сварка двутавра
Сварка может использоваться в двух ситуациях: соединении двутавра встык при необходимости удлинения балки (например, при монтаже пролетов) или при перекрестном креплении второстепенной балки к основной. Сварка встык производится двумя способами.
Через прокладку
Между концами расположенных в одной плоскости двутавров помещается стальная пластина, по размерам выходящая за границы их профиля. Приварка пластины осуществляется угловым швом с двух сторон. Таким же способом может производиться монтаж проката с разными размерами.
Среди преимуществ: относительная простота – необходимо лишь соблюсти прямизну продольной оси, и высокая скорость монтажа, поскольку выполнять предварительную разделку кромок не требуется.
С накладками

Для дополнительного усиления места соединения могут применяться накладки. Для этого кромки стенки (основания) и полок предварительно скашиваются для обеспечения качественного провара. Прокат проваривается по периметру с соблюдением прямизны продольной оси. На верхнюю и нижнюю плоскость полок, а также на боковины стенки струбцинами крепятся накладки из листовой стали. Их форма может быть прямоугольной или, для большего удобства, ромбовидной с обязательным соблюдением симметричности формы относительно продольной оси. Заключительный этап – обварка накладок по периметру.
Оба способа используются лишь в тех случаях, когда конструкция является неответственной, а нагрузка на место соединения будет незначительной.
Сварка с второстепенной балкой
Этот метод соединения двутавра используется при возведении перекрытий и несущих конструкций, при этом, несмотря на заметно большую прочность и надежность, выполняется он почти так же просто, как и предыдущий.
В верхней полке основной балки производятся вырезы в форме равностороннего треугольника, к нижней полке приваривается накладка. Верхней полке дополнительной балки придается форма треугольника, соответствующая форме вырезов в основной. Ее нижняя полка срезается на длину, равную расстоянию до стенки основного двутавра.
Монтаж всей конструкции производится поочередно: сначала монтируются основные двутавры, затем к ним пристыковываются и привариваются дополнительные.
Болтовое соединение

Этот метод, в отличие от предыдущего, является разъемным, поэтому используется, в основном, там, где может потребоваться демонтаж конструкции. Производится с помощью накладок. Практически аналогично болтовому – соединение на заклепках, но демонтаж части конструкции в этом случае требует разрушения крепежа.
Плюсы:
- Простота сборки – особой квалификации от рабочего не требуется.
- В месте крепления отсутствуют остаточные напряжения, свойственные сварному шву.
- Проверка качества места соединения гораздо проще, чем проверка качества сварки.
- Устойчивость к ударным нагрузкам и вибрациям.
Недостатки:
- Необходимость периодической проверки болтовых соединений и их подтяжки, что в определенных случаях достаточно сложно или и вовсе невозможно.
- Больший расход металла и трудоемкость работ.
- Постепенный износ соединений из-за коррозии болтов.
В целом, технология соединения двутавров с помощью болтов практически полностью аналогична сварке с накладками. Дополнительно требуется лишь соблюдать:
- Расстояния между центрами отверстий – они должны быть не менее 3 диаметров заклепок.
- Размеры головок болтов и гаек – расстояния между ними должны быть достаточны для удобства работы инструментом.
Как уже отмечалось выше, в строительстве используются оба варианта. Выбор в сторону одного из них всегда основывается на дополнительных требованиях к надежности конструкции и условиях ее эксплуатации.
Как сварить двутавры между собой: теория и правктика
Специфика конструкций двутавровых балок обуславливает некую последовательность, которую необходимо соблюсти, когда необходимо соединить данные изделия. Обычно вариант сварки будет напрямую зависеть от технических характеристик металлопроката, а также типа используемого оборудования для соединения поясных швов стальной балки. Сегодня нашло широкое применение использование автоматов под флюсом.
Сварка балок двутаврового сечения
Как правило, технология процесса выглядит следующим образом:
- Собирают балку из её трех базовых элементов: стенки и поясов;
- Швы соединяют автоматом под флюсом;
- Устанавливают поперечные ребра жесткости, а далее соединяют их между собой вручную или с помощью полуавтомата.

При этом следует понимать, что для начала соединяются узлы стыковки двутавровых балок, расположенных с одной стороны, в после наступает черед внутренних стыков поясов.
Далее идет стык стенки и внутренние стыки поясов уже с другой стороны. Что касается наружных стыков, то за них следует приниматься в последнюю очередь.
Важно
Допускается небольшой зазор, который может образоваться на стыке между торцами балок, который не должен превышать 10 миллиметров.
Работу по соединению металлопроката выполняют с использованием прихваток и хомутов, либо в специальном кондукторе. При сварке двутавров специалисты рекомендуют использовать механизированный или ручной дуговой метод. Но наибольшее распространение получил в настоящее время автоматизированное оборудование, которое с легкостью справляется с задачей.

Правила стыковки балок: инструкция к действию
При соединении двутавровых балок необходимо придерживаться следующих советов:
- Накладки на стенке изделия нужно располагать симметрично относительно продольной оси сечения профиля;
- В процессе работы накладки следует как можно плотнее притягивать к соединяемым деталям, используя при этом струбцины;
- Соединяемые балки нужно укладывать в одну линию, чтобы не допустить при этом переломов на стыке изделий, как в вертикальной, так и горизонтальной плоскости;
- Кромки накладок, которые перекрывают полки соединяемых изделий, обязаны быть параллельны кромкам стыкуемых деталей.
Стыки балок и колонн | Промышленные металлоконструкции
СТЫКИ БАЛОК И КОЛОНН
Большинство зданий из металлоконструкций промышленного и коммерческого назначения представляют собой рамные конструкции состоящие из колонн, балок перекрытия, ферм или ригелей. Как правило, такие здания нередко обладают большими пролетами и высотой, что заставляет производителей и строителей широко использовать стыковые узлы в различных элементах стальных строительных конструкций.
Монтажный стык на накладках при помощи болтового соединения
Подготовка стыка к сварке. Разделка кромок и установка на направляющих планках.
Стык после сварки, шов зачищен, направляющие пластины срезаны
Применение заводских стыков в первую очередь обусловлено экономическими причинами и размером металлопроката. Из опыта производства металлоконструкций последних лет, в строительстве промышленных зданий в 80% случаев используется нормальная, колонная или широкополочная балка по СТО АСЧМ 20-93, ГОСТ26020-83,и порядка 20% приходится на сварную балку переменного сечения. Стандартная длина двутавровых балок 12,0м, листового проката 6,0м, в целях сокращения издержек на раскрой материалов, приходится производить заготовку отправочных элементов по нарастающей. Например, при длине колонн 10800мм, из одной прокатной балки 12000мм у нас получается заготовка для целой колонны 10800мм и остаток 1200мм, следующую колонну мы получаем наращивая новую прокатную балку получившимся остатком (1200+12000=13200) и снова отрезаем 10800, после чего с полученным остатком 2400мм поступаем так же как описано выше и так далее. С листовой составной балкой поступаем аналогичным образом непосредственно при раскрое листа, но на самих балках стык делается не в одной плоскости, а разносится, стенка варится в одном месте, полки стыкуются под углом 60 и варятся выше и ниже стыка стенки. Конечно же, в обоих случаях приходится учитывать и место стыка, не допуская его попадание в зону максимальных нагрузок и места сопряжения других элементов конструкции. Заводской стык на колоннах и балках выполняется по условиям расчета согласно СНиП II-23-81*, наиболее часто в заводских реалиях находит применение сварной стыковой шов в с полным проваром и разделкой кромок поясов и стенок сопрягаемых деталей. В случаях, когда нужно обеспечить надежность стыка и основного металла в зонах действия значительных моментов и поперечных сил, стык усиливают накладками, установленными на полки и стенки балки. Для оптимизации процесса проектирования КМ или разработки КМД при производстве металлоконструкций можно так же применять типовую серию 2.400-10 «Нормали заводских стыков профилей в строительных стальных конструкциях», где уже произведен расчет равнопрочности стыка с основным металлом и даны конструктивные решения стыков соединяемых элементов из швеллеров, уголков и двутавров.
Монтажные стыки выполняются из-за ограниченных возможностей транспортирования крупногабаритных металлоконструкций автомобильным и железнодорожным транспортом, при их длине более 15 метров с точки зрения удобства и экономии целесообразнее расчленить конструкцию на более мелкие элементы для доставки потребителю. Объединение отправочных элементов в одно целое производится непосредственно на строительной площадке силами монтажной организации. Монтажные стыки балок и колонн выполняются сварными или болтовыми, по сравнению с заводскими они более трудоемкие и затратные из-за необходимости применения дополнительных элементов для усиления и позиционирования деталей в узлах сопряжений. Самый лучший вариант конечно сварной, встык с полным проваром при условии раздела кромок и физическом методе контроля, однако на монтаже не всегда условия сварки и контроля качества швов соответствуют расчетным, поэтому, как правило, монтажные соединения изначально делаются на накладках усиливающих прочность стыка. Болтовые монтажные соединения так же выполняются на накладках предпочтительно с использованием высокопрочных болтов, такие соединения металлоемки, требуют значительных трудозатрат при производстве, к тому же отверстия ослабляют сечения элементов, однако с точки зрения монтажа их легче собрать и они не требуют высокоспециализированного персонала для выполнения качественного стыка. Довольно эффективны фланцевые соединения, но мало распространены в силу своей повышенной деформативности. Согласно СП 16.13330.2011 – «стыковку колонн на монтаже необходимо производить фрезерованными торцами сваренными встык, либо на накладках со сварными или болтовыми соединениями, в том числе на высокопрочных болтах, так же допускается использование фланцевых соединений воспринимающих растягивающее усилие болтами, а сжимающее через прижим поверхностей фланцев».