Соединение двутавра: способы и правила стыковки
Соединенные двутавровые балки применяются для строительства многоэтажных и промышленных зданий в качестве металлокаркасов, что позволяет снизить конечный вес металлоконструкций. Двутавр используют при создании несущих конструкций для междуэтажных перекрытий, арок и колон. При установке смонтированной конструкции их потребуется соединить между собой с другими частями металлоконструкции. Соединение двутавра при помощи сварки является самым надежным способом крепления элементов. Готовые элементы должны быть прочными, добротными и достаточно высокой плоскости. Двутавровая балка позволит снизить расход материала для постройки сооружения и сможет повысить выдерживаемую нагрузку (динамическую и статическую), снижая тем самым давление на основание здания и несущие элементы конструкции.

Особенности соединения двутавра
Наиболее частым вариантом использования металлопроката H-образной формы выступает применение в качестве частей для балочных сооружений. Сцепление двутавровых балок выполняется в горизонтальной плоскости или путем опирания сверху. Там, где производится опирание, для края двутавра делают ребра жесткости, которые опираются на надежную поверхность. Они нужны для правильного распределения нагрузки и ее передачи от двутавра к опоре. Соединение двутавровых балок можно проводить несколькими методами: сварочным, болтовым и комбинированием обоих способов.
Как правильно выполнить сварку двутавра
При выполнении сварочных работ нужно внимательно следить за качеством стыка. Специалисты для повышения прочностных характеристик конечного результата используют усиливающие спецнакладки. Процесс сварки двутавров:
- На кайме двутавровой балки делается скос для лучшей проварки шва.
- Создается заготовка накладки из стального листа. Элемент для укрепления имеет форму прямоугольника. Привариваемые на полку накладные части должны обладать соответствующей шириной, а для стенки — высотой.
- Накладку нужно наложить на стык и приварить по всему периметру балки. Накладка должна быть симметричной ромбовидной формы по отношению к продольной оси.
Сварка с применением накладок и прокладок используется для металлоконструкций, которые не подвергаются высоким нагрузкам, так как швы выступают концентратором напряжения. Также распространенным недостатком свариваемых швов выступает быстрое старение. Для того чтобы справляться с негативными последствиями чаще всего применяют составы для грунтовки.
Особенности соединений двутавра при помощи болтов
Достоинства варианта соединения:
- Используя болтовое соединение не придется привлекать к работе квалифицированных мастеров для выполнения сварочных работ.
- Стойкость к ударным нагрузкам.
Важно учитывать, что в сложных условиях эксплуатации требуется периодическая затяжка крепежа. Также имеется и недостаток такого метода соединения — это трудоемкость и металлоемкость работы. Из-за того, что такой метод требует использования дополнительных элементов для усиления, он имеет повышенную стоимость. Также присутствует разрушение крепежа под воздействием влаги.
Комбинированное крепление двутавра применяют при строительстве более габаритных зданий и пролетов. В таком способе стыковки двутавровых балок сочетается соединение болтами и сваркой.
8 декабря 2018
AdministratorСоединение двутавров: особенности и правила сварки

Самым надежным металлическим профилем для возведения металлоконструкций является двутавр. Крепление двутавра к двутавру выполняют сваркой встык между собой при создании несущих конструкций межэтажных перекрытий, куполов и арок. Преимуществом метода является обеспечение высокой надежности соединений.
Особенности сваривания
Сначала сваривают стыки и стенки поясов двутавров. В балках стыковые швы являются основными. Чтобы уменьшить остаточное напряжение необходимо варить без закреплений в обрабатываемых листах.
Как правильно сварить двутавры?
Необходимо следить, чтобы между стыкующимися кромками зазор был в допустимых пределах, иначе все усилия будут сведены на нет. Правильное расположение осей проверяется с помощью длинной линейки. Если имеется смещение, его легко убрать посредством клина. Необходимый зазор выполняется с помощью сборочной планки. Стык сваривают высококачественными электродами или под флюсом, также можно применять полуавтомат.
Как приварить двутавр к двутавру?
- Сварка в горизонтальном положении. Выполнять работы легче, если поясные швы сваривают «в угол» двумя автоматами, а вертикальная стена находится в горизонтальном положении. Ось в продольном направлении искривляется минимально, поскольку прогиб по горизонтали практически удален за счет обратного прогиба после сварки второй пары.
- Сварка в вертикальном положении. Остаточный прогиб виден в месте, где сделана первая пара швов. Когда сварные соединения двутавров выполнены, проводят разметку поперечных ребер жесткости. Приваривают их вручную или полуавтоматом.
Чтобы выполнить узел крепления одного отрезка двутавра к другому двутавру, используют накладки. Перед установкой накладок с двух сторон от стенки и снаружи полок, нужно обрезать их по форме ромба и обварить косыми швами. Такие работы необходимы, чтобы выступающие полки не препятствовали наложению сварочного шва по стороне накладок. Рекомендуется располагать накладки симметрично продольной оси балки. Такой способ станет отличным решением для выполнения конструкций, испытывающих незначительную нагрузку. Причиной является свойство накладок концентрировать напряжение у швов, поскольку форма сечения изменяется.
Соединение двутавровых балок
Специфика конструкций двутавровых балок обуславливает некую последовательность, которую необходимо соблюсти, когда необходимо соединить данные изделия. Обычно вариант сварки будет напрямую зависеть от технических характеристик металлопроката, а также типа используемого оборудования для соединения поясных швов стальной балки. Сегодня нашло широкое применение использование автоматов под флюсом.
Сварка балок двутаврового сечения
Как правило, технология процесса выглядит следующим образом:
- Собирают балку из её трех базовых элементов: стенки и поясов;
- Швы соединяют автоматом под флюсом;
- Устанавливают поперечные ребра жесткости, а далее соединяют их между собой вручную или с помощью полуавтомата.
При этом следует понимать, что для начала соединяются узлы стыковки двутавровых балок, расположенных с одной стороны, в после наступает черед внутренних стыков поясов. Далее идет стык стенки и внутренние стыки поясов уже с другой стороны. Что касается наружных стыков, то за них следует приниматься в последнюю очередь. Допускается небольшой зазор, который может образоваться на стыке между торцами балок, который не должен превышать 10 миллиметров.
Работу по соединению металлопроката выполняют с использованием прихваток и хомутов, либо в специальном кондукторе. При сварке двутавров специалисты рекомендуют использовать механизированный или ручной дуговой метод. Но наибольшее распространение получил в настоящее время автоматизированное оборудование, которое с легкостью справляется с задачей.
Правила стыковки балок: инструкция к действию
- Накладки на стенке изделия нужно располагать симметрично относительно продольной оси сечения профиля;
- В процессе работы накладки следует как можно плотнее притягивать к соединяемым деталям, используя при этом струбцины;
- Соединяемые балки нужно укладывать в одну линию, чтобы не допустить при этом переломов на стыке изделий, как в вертикальной, так и горизонтальной плоскости;
- Кромки накладок, которые перекрывают полки соединяемых изделий, обязаны быть параллельны кромкам стыкуемых деталей.
Как скреплять двутавры стальные

Самый крепкий из металлических профилей — двутавр стальной — нуждается в таком же надежном креплении, чтобы вся конструкция или каркас с его использованием могли выдерживать большие нагрузки.
Балки стальные двутавровые чаще всего используются именно в качестве балок (для настила, главных или вспомогательных, а иногда даже колонн). Они соединяются между собой и с другими изделиями металлопрокат с помощью примыкания сбоку или сверху. В последнем случае для двутавра нужно сделать опорное ребро жесткости, чтобы его центр совпадал с осью полок балки.
Удлинение
Если нужно соединить две двутавровые балки по одной прямой, то есть как бы удлинить их, то можно приварить двутавры к стальной прокладке с обеих сторон угловыми сварочными швами. Кромку при этом можно не обрабатывать дополнительно. Однако этот способ используется не так часто, как накладочный.
Использование накладок предполагает их установку снаружи полок двутавра и с обеих сторон стенки. Их требуется обрезать или изначально изготовить в нужной ромбической форме, тогда получится обварить их потом по периметру с той стороны, где накладка параллельна полке.
Подобные способы, которые требуют дополнительных элементов, используются только тогда, когда конструкция с использованием стального двутавра не испытывает слишком большой нагрузки и не является ответственной. Каждая лишняя приварная деталь — это дополнительный источник «слабости» каркаса, так что для важных опор лучше изначально заказать длинные двутавровые балки и подгонять их под нужные размеры без сварки и крепления.
Соединение равновысоких двутавров
Если нужно соединить главную и второстепенную балку одинаковой высоты, то есть более надежный способ сварки, чем использование обычных накладок.
Для этого метода нужно вырезать равнобедренные треугольники в верхней полке основной двутавровой опоры, чтобы угол в вершине был прямой. К нижней полке этой же опоры нужно приварить накладку. У второстепенной опоры на нижней полке делаются вырезы в два раза уже, чем нижняя полка основной опоры, а верхняя полка обрезается в виде равнобедренного треугольника с прямым углом в вершине.
Сначала нужно установить в каркас основную опору, затем на накладку – второстепенная, и все места соединений свариваются. Последней приваривается накладка, которая скрепляет обе нижние полки.
Соединение двутавра металлического болтами
Двутавровая балка стальная в продаже отличается тем, что ее помимо сварки можно скреплять болтами. Это чаще всего нужно, если конструкция должна быть передвижной.
У этого метода есть свои преимущества. Во-первых, места болтового крепления прочнее, так как лишены остаточного напряжения металла после сварки. Во-вторых, такую конструкцию можно собирать и разбирать любое количество раз. В-третьих, не требуются специальные работы по разрезанию и сварке, а значит – и отдельные специалисты этого дела. Наконец, в-четвертых, такая конструкция лучше противостоит ударам и вибрации.
особенности соединений, преимущества и применение
Двутавровая балка представляет собой металлопрокат, который производится на основе различных видов стали. Двутавр сварной имеет сечение буквой «Н». Использование такой формы профиля обеспечивает более жесткое и прочное соединение балки квадратного сечения. Тавровое соединение обладает рядом преимуществ, которые делают применение двутавра универсальным для различного строительства.

Сфера применения
Сварка тавровых соединений рекомендуется в следующих областях:
- в качестве перекрытий при различном строительстве;
- в качестве опор при возведении подвесных путей;
- горнодобывающая отрасль применяет двутавр при армировании выработок и стволов шахт;
- в качестве несущих металлоконструкций при возведении мостов, колонных и инженерных сооружений;
- при изготовлении вагонов.
Сварной двутавр применяется и в других ответственных конструкциях, где особенно важно качество и надежности несущих элементов.
Особенности и преимущества
Тавровое соединение — это особый вид фасонного металлического проката, который имеет форму наклонного или горизонтального бруса.
К основным преимуществам использования таких сварных балок относится:
- Малый вес. Благодаря небольшому весу применение таких балок позволяет снизить вес конструкций и перекрытий. При этом сохраняются несущие способности конструкции.
- Простота монтажа и транспортировки изделий.
- Разные способы соединения. Для соединения используются болта, заклепки, а также сварка двутавровых балок между собой.
- Разнообразие конструкций. Возможность заказать как стандартные конструкция, так и изделия по индивидуальному проекту в зависимости от сферы применения и требуемых размеров. Могут изготавливаться и с ассиметричным сечением.
- Стойкость к биологическим воздействиям. Обеспечивает надежность и долговечность конструкции вне зависимости от условий эксплуатации.
- Позволяет использовать такие балки для различных конструкций, включая и быстровозводимые здания.
- Стойкость к температурным изменениям. Такие балки хорошо переносят перепады температур и не теряют несущую способность при нагревании.

Таким образом, сварное соединение тавровое является оптимальным решением в том случае, если требуется покрыть большие пролеты со значительными нагрузками. Сварной двутавр обладает небольшим весом, поэтому может применяться не только для промышленных сооружений, но и жилом строительстве.
Преимущества производства двутавра сварным способом
Изготовление сварных двутавровых балок позволяет получить надежным и прочным конструкции. Такие балки могут производиться горячекатаным методом и с помощью сварки. Сварка отличается рядом значительных преимуществ по сравнению с горячекатаным методом.
Основным преимуществом является возможность снизить вес почти на 30%. При этом показатель прочности, надежности и долговечности находится даже на более высоком уровне. Это связано с тем, что сварка двутавра позволяет выполнить балки значительных габаритов.
К тому же сварка позволяет изготовить балки, которая имеет разную ширину по всей длине. Балки с переменным сечением отличается высоким показателем экономичности по сравнению с конструкциями с постоянным профилем. В тех местах, где на балку будет воздействовать значительная нагрузка, можно сделать большую толщину. В остальных местах толщина может быть меньшей, что дает возможность не только снизить стоимость изготовления сварных конструкций, но и их вес.
Сварка двутавровых балок между собой встык выполняется на основе различных сортов стали. К примеру, вся балка может состоять из обычной стали, а для наиболее уязвимых ее участков может использоваться сталь высокой прочности, а для наименее уязвимых — низкоуглеродистая сталь. Это позволяет значительно снизить стоимость балки, но при этом не влияет на ее эксплуатационные качества и срок службы.
Особенности расчета стального двутавра
Тавровая сварка требует профессионального расчета. Это позволяет снизить трудовые и финансовые затраты, обеспечивать высокий показатель надежности и безопасности конструкции. Заказать расчет тавровой сварки можно в специализированной строительной компании. Простые предварительные расчеты можно выполнить и самостоятельно. Однако если балки будут использоваться в строительстве жилых или промышленных сооружений, рекомендуется профессиональный расчет любых несущих конструкций.
Для расчета профиля для несущих конструкций необходимо учитывать такие показатели:
- нормативная и расчетная нагрузка;
- расстояние между внутренними гранями стен;
- количество используемых двутавров, которые соединяются в одной балке;
- расчетное сопротивление, которое напрямую зависит от используемой марки стали.
Таким образом, самостоятельно провести расчет довольно сложно. Основные параметры, такие как расчетное сопротивление или расчетная нагрузка определяются согласно табличным данным.
Как правильно варить балки
Чтобы получить балки высокого качества, необходимо знать, как варить тавровое соединение при строительстве дома или другого сооружения. Для изготовления сварных балок потребуется использование легированного стального листа, который и станет основой. Самостоятельно использовать горячекатаный метод соединения балок невозможно, поэтому сварка является оптимальным решением. Для выполнения качественных соединений и обеспечения надежности несущих конструкций сварку должен выполнять только опытный мастер.
После подготовки отдельных элементов проводится сборка конструкции методом сварки. Для начала устанавливается вертикальная стена, после чего присоединяются ребра жесткости, а вся конструкция придавливается хомутами. После окончания сварных работ и проверки качества швов выполняется обработка конструкций специальным покрытием, которое поможет защитить их от воздействия агрессивной среды.
Если в процессе сварки двутавра были допущены ошибки, велика вероятность деформации балки. Из-за этого могут возникнуть проблему с ее монтажом. При соединении шов не должен работать на растяжение. Поэтому прежде чем приваривать к ней следующую деталь, рекомендуется немного отогнуть шов назад, чтобы обеспечить ровную поверхность балки. В заводских условиях для предотвращения деформации балки проходят специальную обработку.
Для производства двутавров может применяться не сплошные заготовки, а листы металла. Это дает возможность применять сталь различной марки. Сварной метод позволяет изготавливать балки с перфорацией, усилением или тонкостенными участками. Использование сварной технологии гарантирует минимизацию веса конструкции, а также обеспечивает ее оптимальную надежность и безопасность.
Интересное видео
42. Стыки прокатных балок.
Различают два типа стыков балок: заводские и монтажные (укрупнительные).
Заводские стыки представляют собой соединения отдельных частей какого-либо элемента балки (стенки, пояса), выполняемые из-за недостаточной длины имеющегося проката. Их расположение обусловлено длиной проката или конструктивными соображениями (стык стенки не должен совпадать с местом примыкания вспомогательных балок, с ребрами жесткости и т.п.). Чтобы ослабление сечения балки заводским стыком было не слишком велико, стыки отдельных элементов обычно располагают в разных местах по длине балки, т. е. вразбежку.
Монтажные стыки выполняются при монтаже, они необходимы тогда, когда масса или размеры балки не позволяют перевезти и смонтировать ее целиком. Расположение их должно предусматривать членение балки на отдельные отправочные элементы, по возможности одинаковые (в разрезной балке стык располагают в середине пролета или симметрично относительно середины балки), удовлетворяющие требованиям транспортирования и монтажа наиболее распространенными средствами.
В монтажных стыках удобно все элементы балки соединять в одном сечении. Такой стык называется универсальным.
Стыки прокатных балок (заводские и монтажные) выполняют, как правило, сварными. Возможные конструктивные решения их показаны на рис. 12.
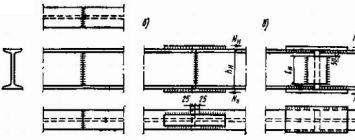
Рис 12. Стыки прокатных балок
а — встык
б — встык с накладками
в — только накладками
Наиболее просто и удобно непосредственное соединение балок встык (см. рис. 12, а). Чтобы уменьшить усадочные сварочные напряжения, необходимо варить стык быстрее; чтобы охлаждение шло более равномерно, следует начинать варить с менее жесткого элемента — стенки. Однако при ручной сварке такого стыка с применением обычных способов контроля сварки растянутый пояс балки в стыке будет иметь меньшую прочность, чем вне стыка, так как расчетное сопротивление сварного шва встык на растяжение меньше расчетного сопротивления основного металла.
 (7.45)
(7.45)
При необходимости устройства стыка в сечении, где действует больший изгибающий момент, делают прямое соединение балок встык, а полки усиливают накладками (см. рис. 12, б). Изгибающий момент в таком стыке воспринимается швами и накладками. Расчет момента производится по формуле:
 (7.46)
(7.46)
Отсюда определяем расчетное усилие в накладке:
 (7.47)
(7.47)
затем площадь поперечного сечения накладки
 (7.48)
(7.48)
Угловые швы, прикрепляющие накладку к балке, должны быть рассчитаны на усилие в накладке. Чтобы уменьшить сварочные напряжения, эти швы не доводят до оси стыка на 25 мм с каждой стороны
43. Стыки балок составного поперечного сечения.
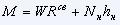
Стыки составных сварных балок. Заводские стыки поясов и стенки составных сварных балок осуществляют соединением листов до сборки их в балку (рис. 13,a). Основным типом сварных соединений листов является соединение встык. Стык растянутого пояса, если он расположен в зоне балки, где напряжения в поясе превышают расчетное сопротивление сварного шва на растяжение, устраивают косым или сваривают автоматической сваркой, выводя начало и конец шва на технологические планки. Такое усложнение производства часто делает более целесообразным перенос прямого заводского стыкового шва в то место балки, где напряжения в поясе не превышают расчетного сопротивления сварного шва на растяжение. Заводские стыки сжатого пояса и стенки балки всегда делают прямыми.
Рис 13. Стыки составных сварных балок
а — заводской
б — монтажной
На монтаже сжатый пояс и стенку всегда соединяют прямым швом встык, а растянутый пояс — косым швом под углом 60 °, так как при монтаже автоматическая сварка и повышенные способы контроля затруднены. Такой стык будет равнопрочен основному сечению балки и может не рассчитываться. Некоторым перенапряжением стенки вблизи растянутого пояса балки обычно пренебрегают, так как этот участок стенки расположен между двумя упруго работающими зонами балки, работает в условиях стесненной деформации и пластическое его разрушение невозможно. Применявшееся раньше усиление этого участка накладками, как показали исследования, приводит лишь к дополнительным сварочным напряжениям и не увеличивает несущей способности балки.
Чтобы уменьшить сварочные напряжения, сначала сваривают поперечные стыковые швы стенки 1 (рис. 13, б) и поясов 2, имеющие наибольшую поперечную усадку. Оставленные не заваренными на заводе участки поясных швов длиной около 500 мм дают возможность поясным листам несколько вытянуться при усадке швов 2. Последним заваривают угловые швы 3, имеющие небольшую продольную усадку.
Стыки составных балок на высокопрочных болтах. В последнее время монтажные стыки сварных балок, чтобы избежать сварки при монтаже, иногда выполняют на высокопрочных болтах (рис. 14). В таких стыках каждый пояс балки желательно перекрывать тремя накладками с двух сторон, а стенку — двумя вертикальными накладками, площадь сечения которых должна быть не меньше площади сечения перекрываемого ими элемента. Ослабление сечения поясов балки учитывается при статических нагрузках, если площадь сечения нетто составляет меньше 85 % площади брутто АНТ< 0,85А; тогда принимается условная площадь сечения АУСЛ=1,18АНТ; при динамических нагрузках АНТ принимается независимо от величины ослабления.

Рис 14. Монтажный стык сварной балки на высокопрочных болтах
Болты в стыке ставят на минимальных расстояниях друг от друга: (2,5-3)d болта (при d = 24 мм удобно иметь шаг 80 мм), чтобы уменьшить размеры и массу стыковых накладок.
Расчет каждого элемента балки ведут раздельно, а изгибающий момент распределяют между поясами и стенкой пропорционально их жесткости