Какими ножницами резать листовой металл » Изобретения и самоделки
Стандартный листовой металл – тонкая оцинкованная сталь. Материал, выполненный из материала, обычно продается в больших, плоских листах от 18 до 28 калибровочной толщины. Все они могут быть разрезаны с использованием тех же инструментов и методов. Вы можете сделать практически любой разрез листового металла. Есть несколько специальных версий ножниц, которые делают работу проще и разрезы будут чище.

Обычные металлические ножницы разрезают большинство форм листового металла.
Инструменты для резки листового металла
Самый важный инструмент для резки листового металла – это хорошая пара кожаных рабочих перчаток.
Следующее, что вам нужно, это и есть авиационные ножницы. Это более универсальная версия инструментов для школы. Они изготовлены из 18-го калибра, а также из нержавеющей стали. Они также удобны для раскроя всех видов листовых материалов – пластика, кожа, резины и т. Д. Поэтому они стоят 10 или 12 долларов за приличную пару.

Металлические ножницы имеют тонкие зубцы для захвата гладкого металла.
Авиационные обрезки бывают нескольких разных типов. Стандартные, прямые версии имеют прямые заостренные губки и симметричную геометрию. Они часто имеют желтые ручки и предназначены для прямых разрезов, но более или менее универсальны, так как они также срезают кривые. Если вам нужно сделать прямые разрезы и / или случайные широкие изогнутые разрезы, вам подойдет пара из них.
Авиационные ножницы также выпускаются в версиях с

Прямолинейные авиационные ножницы.
Еще один инструмент, который вы можете рассмотреть при покупке, если у вас есть много длинных прямых разрезов, особенно для относительно тонкого листового металла, – это пара стандартных жестяных ножниц, которые больше всего напоминают ножницы и имеют большие металлические ручки. Если у вас есть старая пара в вашем ящике для инструментов, вы можете попробовать их или получить более новую, более острую пару. Они делают более чистые и быстрые прямые, чем авиационные, но они не так универсальны.
Советы по резке листового металла
Резка листового металла с помощью ножниц похожа на резку ткани ножницами; это просто гораздо более жесткий материал, и он имеет смертельно острые края и углы (не забудьте эти перчатки). Листовой металл также часто мешает вашим ножам по мере того, как вы продвигаетесь дальше к порезу, из-за чего вам трудно держать ножницы прямыми или располагать руку для эффективной резки. Минимизируйте эту проблему, снимая или сгибая ненужный материал по ходу, используя руку, которая не режет. Вот еще несколько советов для разных ситуаций:

Правые ножницы часто имеют зеленые ручки.
- Пометьте свою линию отреза постоянным маркером. Sharpie с «тонкой точкой» подходит для базовых разрезов, или вы можете использовать «ультратонкую точку» для более точной линии (которая также будет менее заметна после).
- Полностью откройте челюсти ножниц и выровняйте их по линии резки перед каждым разрезом. Челюсти имеют наибольшую режущую силу сзади, где пересекаются две половинки. Если материал трудно разрезать, полностью откройте челюсти и прижмите их к материалу при выполнении разреза; это предотвращает выскальзывание материала из челюстей. Выровняйте челюсти каждый раз, потому что легко отклониться от линии реза, если вы не будете осторожны.
- В большинстве случаев не закрывайте челюсти полностью. Закрытие челюстей имеет тенденцию изгибать металл на самых концах челюстей (где они имеют наименьшую режущую способность). Вместо этого перестаньте резать, когда вы приблизитесь к кончикам, затем снова полностью откройте челюсти, чтобы перейти к следующему разрезу.
- Начните внутренние вырезы – например, отверстия, которые не касаются края материала – с помощью зубила или отвертки с плоским лезвием и молотка. Поместите край зубила или наконечник отвертки в отмеченный вырез и постучите по нему молотком, чтобы пробить металл и сделать короткую пробоину. Вставьте челюсти ваших ножниц в прорезь, чтобы начать вырез.
- Вырежьте маленькие отверстия диаметром до 2 дюймов с помощью кольцевой пилы и переносного сверла. Отметьте центр отверстия на металле, затем зажмите лист поверх толстого куска древесного лома (например, 2 x 4). Создайте ямочку в центре метки, постукивая по ней ударом или гвоздем и молотком; не пробивай металл. Установите сверло для кольцевой пилы на углубление и просверлите отверстие, как при сверлении древесины, но используйте низкую скорость сверления, чтобы предотвратить перегрев кольцевой пилы.

Нарезные авиационные ножницы часто имеют красные ручки.
https://www.hunker.com
Резка листового металла ручными ножницами
Рис. 47. Ручные ножницы:
а, 6 — с прямыми режущими лезвиями;
в — с кривыми режущими лезвиями;
г — специальной конструкции;
д — геометрия режущих лезвий
Ручные ножницы с прямыми режущими лезвиями применяют для резки листов, полос и лент из стали толщиной до 0,7 мм, а из цветных металлов до 1,5 мм по прямым линиям. Ножницы с кривыми режущими лезвиями применяют при резке листов, полос и лент из стали толщиной до 0,6 мм, а из цветных металлов толщиной до 1,2 мм по кривым линиям или при вырезании деталей с комбинацией кривых и прямых линий.
Ручные ножницы по ГОСТ 7210—54 изготовляются длиной 200, 250, 320 и 400 мм; при этом ширина по наружному охвату ручек в закрытом положении соответственно общей длине составляет 40, 40, 50, 55 мм.
Ножницы состоят из двух половинок, которые изготовляются цельными или составными с приваркой лезвий. Цельные половинки ножниц изготовляют из углеродистой стали 65, 70. Ручки сварных ножниц изготовляют из углеродистой стали не ниже марки Ст. 2, а лезвия — из инструментальной углеродистой стали У7 с термической обработкой их до твердости HRC 52—58. Режущие кромки лезвий остро затачивают под углом 70—75° (рис. 47,(3). На лезвиях и поверхностях ножниц не должно быть завалов, выхватов, выкрошенных мест, заусенцев, раковин, плен, волосовин, зазубрин и трещин.
Лезвия ножниц в закрытом состоянии должны взаимно перекрываться, причем перекрытие на концах не должно превышать 2 мм. Обе половинки должны соединяться при помощи винта с гайкой и обеспечивать плотное прилегание половинок без перекосов и люфта. Ножницы должны резать любым участком режущих кромок; при ЭТОМ ХОД их должен быть плавным без заеданий.
На рис. 47, г показаны ручные ножницы, отличающиеся от обычных формой ножей. Нижний нож прямой верхний изогнут в сторону режущей кромки. Нижний нож снабжен специальной ребордой, благодаря которой отрезаемая часть листа отгибается и ножницы свободно проходят по линии разметки вдоль всего разрезаемого листа. Благодаря такой форме ножей резка этими ножницами осуществляется с меньшим усилием. У этих ножниц рукоятки расположены под углом 30° к плоскости резания, что исключает возможность порезов рук. Этими ножницами разрезают листовой металл в два раза быстрее, чем обычными ручными ножницами.
Разрезают листовой металл ручными ножницами, как правило, по заранее нанесенным на поверхности листового металла разметочным линиям.
Рис. 48. Работа ножницами:
а — резка листа на широкие полосы, б — разрезание листа левыми ножницами, в — вырезание заготовок круглой формы, г — вырезание детали с криволинейными очертаниями, д — вырезание отверстия в детали
При резке листов на широкие полосы левой рукой отгибают отрезаемую полосу, не делая резких перегибов (рис. 48, а). Это облегчит продвижение ножниц при резке и предохранит правую руку от пореза.
При резке листа левыми ножницами (рис. 48, б) на узкие заготовки следят, чтобы они отгибались вперед.
При разрезании листового металла по криволинейному контуру, например при вырезке круга левыми ножницами, режут в направлении хода часовой стрелки, располагая ножницы так, чтобы они не закрывали лезвием линии разметки (рис. 48,в).
Детали с криволинейным очертанием вырезают правыми ножницами против хода часовой стрелки (рис. 48, г).
При разрезании ножницы раскрывают приблизительно на 2/3 длины лезвий, чтобы они хорошо захватывали и разрезали металл без большого усилия. Сильно раскрытые лезвия не режут, а выталкивают металл.
Нужно следить, чтобы плоскость резания была перпендикулярна к разрезаемому листу, так как перекос ножниц ведет к смятию металла по кромке разреза, заеданию и образованию заусенцев.
При перемещении ножниц вперед их плотно прижимают к концу прореза, в противном случае неизбежно появление заусенцев. Вырезают отверстия в деталях ножницами с кривыми режущими лезвиями (рис. 48, д).
«как выбрать ножницы по металлу ручные?» – Яндекс.Знатоки
Различают правые и левые ножницы по металлу. Как это определить? Принято
ориентироваться на расположение нижнего лезвия. В соответствии с ГОСТ 7210-75
большинство изделий производится в леворежущем исполнении, т.е. нижнее лезвие
расположено слева. Такой инструмент подходит для правшей. Модели в праворежущем
исполнении, когда нижнее лезвие находится справа, предназначены для левшей. Им
проблематично использовать ножницы в леворежущем исполнении. Работать
правильными ножницами, что называется по руке, очень важно, особенно при
выполнении прямых продольных резов – нужно видеть линию разметки. Что касается
фигурных и комбинированных ножниц, то при криволинейных резах важно соблюдать
направление реза, а не только ориентироваться на принадлежность пользователя к числу
правшей или левшей. Правые ножницы хорошо справляются с правыми радиусами –
траектория идет слева направо. Если правша будет работать в таком случае правыми
ножницами, то движение ему придется осуществлять от запястья наружу, а левыми
ножницами – внутрь.
На первый взгляд такое разделение может показаться сложным. Легче определиться с
выбором, если помнить простое правило: левые ножницы подходят для правшей, правые
– для левшей. И совсем будет легко, если есть возможность взять инструмент в руку,
подержать его, прикинуть, каким образом вы будете осуществлять рез и удобно ли вам это
делать.
Максимальная толщина реза
В зависимости от того, какой толщины материалы вы будете резать, выбирайте
подходящие ножницы. Конструкция лезвий и их заточка производятся в соответствии с
назначением. Например, есть инструменты для работы с тонколистовыми металлами – от
0,3 до 0,8 мм, т.е. со сталью, жестью, медью, алюминием. Модели с массивной рабочей
частью и усиленной конструкцией служат для работы с материалами толщиной свыше 1 –
1,5 мм, например, с металлочерепицей, профнастилом, оцинкованными стальными
листами и т.д. Обратите внимание, что у многих моделей указывается несколько значений
максимальной толщины реза в зависимости от материала. Например, для нержавеющей
стали параметр составляет 1 мм, для холоднокатаной – 1,5 мм.
Материал лезвий
Большинство инструментов изготавливается из хромованадиевой стали, что придает
рабочей части прочность и устойчивость к коррозии. Некоторые производители,
например, FIT, предлагают модели с лезвиями из хромоникелевой стали. Есть ножницы из
высокоуглеродистой стали, например, Контрфорс.
Материал рукояток
Самым простым вариантом являются пластиковые ручки. Для удобства удержания на них
могут быть нанесены небольшие углубления под пальцы. Эргономичными считаются
инструменты с двухкомпонентными рукоятками, имеющими противоскользящее
покрытие. Уверенный хват исключает соскальзывание руки и позволяет работать
длительное время, добиваясь аккуратного реза.
Длина ножниц
Производители указывают общую длину, т.е. длину лезвия и рукояток. Она может
составлять от 175 до 350 мм. Компактные ножницы подходят для небольших резов,
торцевания, высечек, а также работы в стесненных условиях. Длинные лучше всего
использовать для работы с крупными заготовками, толстыми листами или прочными
материалами. Ведь длинные ручки позволяют приложить больше усилий при смыкании
лезвий. Кстати, у некоторых моделей есть пружина, которая облегчает
раскрытие/закрытие рабочей части.
Ручные ножницы по металлу | Мои инструменты
При обработке тонколистового металла понадобится воспользоваться режущим инструментом. Самый простой и недорогой инструмент для резки листовой стали — это ножницы по металлу. Применяются они для разрезания листового металла, толщина которого достигает 2,5 мм. Конструктивно устройства представляют собой обычные домашние ножницы, но только с незначительными отличиями. Какие их виды бывают, и по каким критериям следует выбирать, подробно описано в статье.
Что такое ножницы по металлу
Из названия становится понятно, для каких целей предназначаются рассматриваемые устройства. Как и обычные ножницы, устройства для резки металла предназначены только для работы с листовыми материалами. Резать трубы, уголки и профиля устройствами по металлу нельзя, так как они не предназначены для этого, и попросту не справятся с этой задачей.

Конструктивно ножницы по металлу ручные состоят из ручек и режущих ножей. Подвижность ножей обеспечивается за счет крепежного кронштейна. Угол заточки режущих ножей составляет 60-75 градусов. Такой угол заточки обеспечивает высокую производительность с приложением минимальных усилий. Большой угол заточки означает, что инструмент можно применять для резки твердых металлических листов. Ножи по отношению к рукоятке расположены под углом от 7 до 12 градусов.
Ножи рассматриваемых инструментов изготавливают из легированной (хром-ванадиевой) или инструментальной стали, что влияет положительно не только на качество реза, но и на срок службы. Когда лезвия на ножах притупляются, их можно затачивать. Рукоятки инструмента покрывают пластиковым, резиновым или силиконовым материалом для удобства проведения работ.
Это интересно! Многие пользуются ручными ножницами по металлу для резки тонколистового металла, например, листов оцинковки или профнастила, и при этом не знают о том, что такой инструмент бывает разных видов. В зависимости от поставленной задачи, необходимо выбирать соответствующий вид инструмента.
Виды инструмента
Перед тем, как купить ручные ножницы для резки тонколистового материала, нужно разобраться с их видами. Для выполнения соответствующих работ по обработке листовой стали, надо брать подходящий инструмент, что позволит достичь необходимых результатов. Какие бывают рассматриваемые устройства или их виды, выясним далее.
- Инструмент для прямой резки — это самый простой вид устройства, который предназначен для вырезания больших окружностей и прямолинейного раскроя материала

- Механические с криволинейными лезвиями — используются для вырезания отверстий, а также для получения вырезов разных форм
- Пальцевые с тонкими лезвиями — применяются для получения вырезов разной формы. Лезвия на пальцевых ножницах имеют разное расположение относительно друг друга. Отсюда выходит, что инструменты делятся на левые и правые, и в зависимости от поставленной задачи, необходимо применять соответствующего вида устройства
- Стуловые — применяются для резки толстой листовой стали. Они справляются с толщиной стали до 2-3 мм. При разрезании толстой листовой стали надо прилагать усилия, поэтому в конструкции устройств имеется специальный изгиб. Этот изгиб нужен для того, чтобы зацеплять инструмент к верстаку, тем самым обеспечивая прижим верхней ручки с высокой силой, повышая усилие резки
- Силовые — еще одна разновидность устройств для разрезания листового металла толщиной от 2,5 мм. Состоят силовые механические ножницы из двух рычагов, которые фиксируются при помощи шарнирного кронштейна. К силовым моделям инструментов прилагаются сменные диски и лезвия, которые можно применять для разрезания металлических прутьев толщиной до 8 мм
- Рычажные — профессиональные модели ножниц, которые крепятся к верстаку. Конструкция таковых устройств такова, что одно лезвие является подвижным, а второе неподвижное. В движение подвижное лезвие приводится за счет рукоятки на инструменте. Используются они для разрезания алюминия, стали, меди, латуни и т.п. Максимальная толщина стали достигает 4 мм, а латуни, меди и алюминия до 8 мм






Все виды ножниц делятся на профессиональные и любительские. Отличаются они не только по цене, но и по качеству. Профессиональные модели изготавливают из высококачественных материалов, поэтому предназначены они для постоянного применения. Имеют продолжительный срок службы, и стоят по сравнению с любительскими, в 2 раза дешевле. Любительские предназначены для нечастого применения, так как для их изготовления используются низкосортные виды стали.
Классификация ножниц по типу привода
Ножницы по металлу классифицируются по типу привода на два основных вида — ручные и электрические. В продаже можно встретить также гидравлические модели, которые функционируют от сжатого воздуха. Однако предназначаются они исключительно для разрезания стальных заготовок — трубы, арматура, профиль, уголок и т.п.
Ручные модели ножниц по металлу и их изготовление
Процесс изготовления ручных ножниц предусматривает применение двух вариантов:
Отличаются модели по цене. Кованые устройства намного дороже литых, но при этом они намного надежнее и прочнее. Чтобы лезвие было прочным, его подвергают дополнительной температурной обработке. Закаливание режущей части исключает притупление режущей части, поэтому затачивать такой тип инструмента приходится крайне редко. После заточки лезвия будут притупляться намного быстрее.

Для хозяйства подходят литые ножницы, которые стоят недорого, и отлично справляются со своими задачами. При частом применении на ножницах быстро затупляется лезвие, поэтому они нуждаются в периодической подточке. Резать таким инструментом можно исключительно тонколистовую сталь до 2 мм.
Это интересно! Шарнирный механизм на ручных ножницах состоит из двух частей, что делается специально для повышения прикладываемой физической силы в 2 раза.
Производители также выпускают рычажные изделия, которые изготавливают из двух разных материалов. Режущая часть изготавливается из высококачественного материала, что позволяет увеличить срок их службы. Ручки таких устройств изготавливают из обычной стали, что положительно отражается на стоимости инструмента. Использование рычажных ножниц позволяет резать металл, не прилагая при этом больших усилий.
При покупке ручных ножниц нужно учитывать расположение ножей. Они бывают прямыми, а также левыми и правыми. Прямые предназначены для ровного реза, а также вырезания круглых форм большого размера. Что касается левых и правых форм расположения лезвий, то здесь нужно знать следующее:
- Левые — служат для того, чтобы делать рез в левом направлении. Левыми ножницами нужно работать преимущественно, удерживая их в правой руке. При работе инструментом с левыми лезвиями происходит заход левой стороны лезвий снизу
- Правые — применяются, когда необходимо выполнить изгиб в правую сторону. При работе держать такой инструмент следует в левой руке. Когда выполняется прорезывание ножницами, то снизу под лист заходит правая сторона, что позволяет делать ровный рез

Для удобства их различия, производители окрашивают рукоятки разными цветами. Правые ножницы красят в зеленый, а левые в красный цвет. При эксплуатации ручных режущих устройств каждый сталкивался с тем, что при разрезании длинного листа происходит заламывание и искривление плоскости. Обычно происходит это при использовании ножниц с симметричным расположением ножей. Чтобы не образовывались заломы, при резке длинного листа стали нужно использовать инструмент с несимметричными ножами.
Это интересно! В продаже инструменты с несимметричными ножами встречаются крайне редко. Причиной такой малой популярности является их высокая стоимость. Однако чтобы произвести ровный и аккуратный рез, рекомендуется купить именно такие ножницы по металлу с несимметричными лезвиями.
Что можно резать ручными ножницами по металлу:
- Оцинкованную сталь
- Профнастил
- Металлочерепица
- Листовая жесть
- Стальная сетка
- Линолеум
- Резина
- Рубероид
Достоинство ручных ножниц по металлу в том, что стоят они в 10 раз дешевле, по сравнению с электроинструментом.
Электрические ножницы для быстрой и аккуратной резки листового материала
Точность и аккуратность реза ручными ножницами обеспечивается только при правильном выборе инструмента. Кроме ручных, производители выпускают также электрические ножницы. Электроинструмент не требует приложения физических усилий для раскроя листового материала, так как за это действие отвечает электрический мотор. Электроножницы по металлу бывают двух типов:
- Вырубные или высечные — конструктивно они не имеют никакого сходства с ручными
- Ножевые — похожи на ручной инструмент, а их работа обеспечивается за счет подвижности одного лезвия
Вырубные получили такое название за счет своего принципа действия. Их применяют для отрезания листов профнастила и металлочерепицы. Достоинством таковых устройств является их простота применения и эффективность работы. При прорезывании стального листа не возникают искры, а также не происходит деформация кровельного покрытия. Именно поэтому рекомендуется отказаться от применения болгарки при резке тонколистового материала, заменив ее на ручные или электрические ножницы, а еще лучше, купить насадку на дрель для резки металла.

Электрическими вырубными ножницами можно резать не только по прямой, но и вырезать различные фигурные узоры. Если планируется вырезать форму в центре листа, то для начала нужно просверлить отверстие, а затем установить в него режущую кромку ножниц. Работают они по принципу дырокола, и за пробивание стали отвечает подвижный механизм — пуансон. При пробивании стали нож движется очень быстро, поэтому вероятность деформации и загибов листа исключена.
Кроме вырубных (или врубных), различают также ножевые ножницы. Их еще называют листовыми ли шлицевыми. Они имеют большое сходство с ручными, только состоят они из подвижных, и неподвижных ножей. Подвижное лезвие перемещается за счет электропривода, совершая возвратно-поступательные движения. Подходят они не только для проделывания прямого реза, но и для криволинейного.
При работе такие ножницы не создают отходов, но имеется у них недостаток — это замятие профнастильных листов. Использовать их рекомендуется исключительно для резки гладкого листового материала, как лист оцинковки, жесть и т.п. При эксплуатации происходит притупление лишь подвижного режущего ножа, который необходимо затачивать и менять при износе.

Листовые ножницы имеют один неподвижный нож, а второй подвижный. Шлицевые же отличаются от них тем, что имеют два неподвижных ножа в нижней части, и один подвижный сверху. При использовании шлицевых инструментов образуется стружка, размер которой не превышает нескольких миллиметров. Стружка закругляется при работе ножницами, и уходит в сторону. Работать шлицевым инструментом можно не только по гладкой поверхности листовых материалов, но и по профнастилу и металлочерепице.
Зачем нужны гильотинные ножницы
Есть еще один вид ножниц, которые также относят к отряду ручных инструментов. Они называются
гильотинные, которые состоят из станины, а также неподвижного ножа и подвижного лезвия. За счет своей конструкции их еще называют настольными или стационарными. Чтобы произвести разрезание листового материала, необходимо укладывать лист на нож по предварительной разметке. Отрезание листа происходит при опускании режущего лезвия.

Подходит такой вид инструмента исключительно для отрезания в прямолинейном направлении. Для выкружного разрезания они не подходят, поэтому выбирать инструмент следует в зависимости от его предназначения. Гильотинные ножницы применяются в промышленности, когда выполняются большие объемы работ. Производители также выпускают гильотинные инструменты гидравлического для порезки труб, профиля и прочих компактных не листовых материалов.
Как выбрать ножницы для резки металла
Выбор инструмента — это самое ответственное мероприятие, так как от покупки зависит возможность не просто выполнять работу, но еще и делать это качественно. В арсенале у каждого мастера должна присутствовать пара ножниц по металлу. Цена на эти устройства разная, поэтому выбирать стоит в зависимости от поставленных задач. Если необходимо резать арматуру, то лучше выбирать гильотинные гидравлические ножницы, а для раскроя оцинковки подойдут обычные с прямыми лезвиями.
Какие выбрать ножницы для работ, зависит от технологических задач, поэтому ориентироваться необходимо на следующие параметры:
- Расположение лезвий — они бывают левыми и правыми. Зависит от того, какие виды вырезов планируется выполнять
- Форма лезвий — прямые и выгнутые. Ножницами с прямыми лезвиями удобно резать в прямолинейном направлении, а выгнутыми делать криволинейные и фигурные резы
- Возможности инструмента — зависит от материала, из которого изготовлено устройство. Они бывают литыми, кованными, а также смешанными
Это интересно! Часто снижение производительности ножниц возникает по причине не притупления лезвий, а из-за нарушения расстояния между ножами. Увеличивается расстояние по причине расшатывания шарнирного соединения при больших нагрузках. Чтобы повысить качество реза металла, необходимо инструмент периодически регулировать.

Работать ручными ножницами не трудно, если их правильно выбрать для тех или иных работ. Если однажды попробовать в действии электроинструмент, то наверняка уже не захочется возвращаться к ручному инструменту. Единственное достоинство ручных устройств в том, что стоят они не дорого, поэтому купить их стоит для того, чтобы в любой момент можно было воспользоваться для разрезания тонколистовых материалов. Ниже на видео подробно рассказано, как надо правильно пользоваться рассматриваемым инструментом.
Подводя итог, нужно отметить, что изготавливаются рассматриваемые устройства по соответствующим стандартам ГОСТ 7210-75. Чтобы выбрать лучшие ножницы, не понадобится искать рейтинг лучших, так как цена является показателем качества. Однако если не правильно выбрать инструмент под соответствующие виды работ, то даже высокое качество и большая цена не помогут.
Публикации по теме
Резка металлов. Способы, инструмент для резки металла
Металл режут ручными или механическими ножовками, а также ручными и механическими, рычажными, параллельными и дисковыми (круглыми) пилами.
Крупный сортовой металл (круглый, полосовой, угловой, двутавровый и т.п.) разрезают на приводных ножовках и дисковых пилах, а также электрической и газовой резкой, листовой металл – ручными и приводными ножницами, трубы – вручную ножовкой и труборезом (механическую резку осуществляют на специальных станках).
Для резки закаленной стали и твердых сплавов применяют тонкие дисковые шлифовальные круги, а также анодно-механический и электроискровой способы резки металлов.
Устройство ручной ножовки. Ручная ножовка (рис. 1) состоит из станка (рамки), в котором закреплено ножовочное полотно.
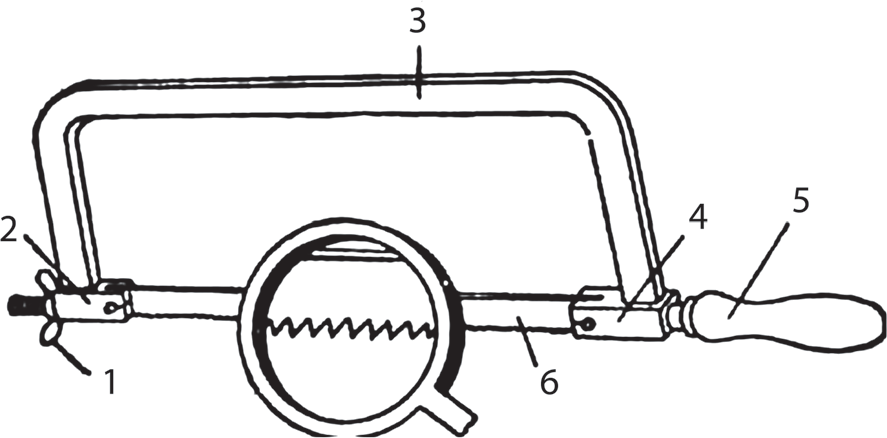
Рис. 1. Ручная ножовка: 1 – барашек; 2 – натяжная серьга; 3 – станок; 4 – неподвижная серьга; 5 – ручка; 6 – ножовочное полотно
Ножовочные полотна изготовляют из инструментальной стали марок 9ХС, У10, У10А, У12, У12А или мягкой углеродистой стали (У8, У8А, У9 и У9А) с последующей цементацией зубьев. Ножовочное полотно термически обработано так, что нижняя рабочая часть полотна с зубьями термически обработана с большей твердостью, чем верхняя. Такая термическая обработка уменьшает поломки ножовочного полотна при работе. Ножовочные полотна изготовляют с мелким и крупным зубом. Количество зубьев на 25 мм длины ножовочного полотна колеблется от 15 до 32. Зубья полотна разводят в разные стороны, чтобы уменьшить трение полотна о боковые поверхности обрабатываемой заготовки и исключить заклинивание полотна в пропиле. Величина развода зубьев должна быть такой, чтобы ширина пропила была больше толщины ножовочного полотна на 0,25–0,5 мм.
Разводят зубья отгибанием каждых двух смежных зубьев в противоположные стороны на 0,25–0,6 мм. Применяют развод мелких зубьев созданием волны вдоль нижней части полотна. Амплитуда и шаг волны зависят от толщины полотна и размера зубьев.
Для резки мягких и вязких металлов (медь, латунь) применяют ножовочные полотна с шагом зубьев – 1 мм, твердых металлов (сталь, чугун) – 1,6 мм, мягкой стали – 2 мм. Для слесарных работ обычно применяют ножовочные полотна, у которых на длине 25 мм размещается 15 зубьев.
Прорезание шлицов в головках мелких винтов под отвертку производят ножовками с тонким полотном (толщина 0,8 мм). В головках более крупных винтов шлицы прорезают обыкновенной ножовкой. Широкие шлицы в крупных винтах прорезают полотнами толщиной 1,5–3 мм или в ножовку вставляют одновременно два-три полотна нормальной толщины.
Процесс резки ножовкой. Прежде чем приступить к работе, нужно выбрать ножовочное полотно, сообразуясь с твердостью, формой и размером разрезаемого материала. Необходимо также проверить, правильно ли вставлено полотно в рамку: зубья должны быть направлены остриями от рукоятки, натяжение полотна должно быть достаточно сильным, но не чрезмерным, так как это может вызвать поломку полотна.
Положение корпуса и рук слесаря при работе должно быть таким, как показано на рис. 2, а. Другой способ захвата рамки приведен на рис. 2, б (разница – в положении пальцев).
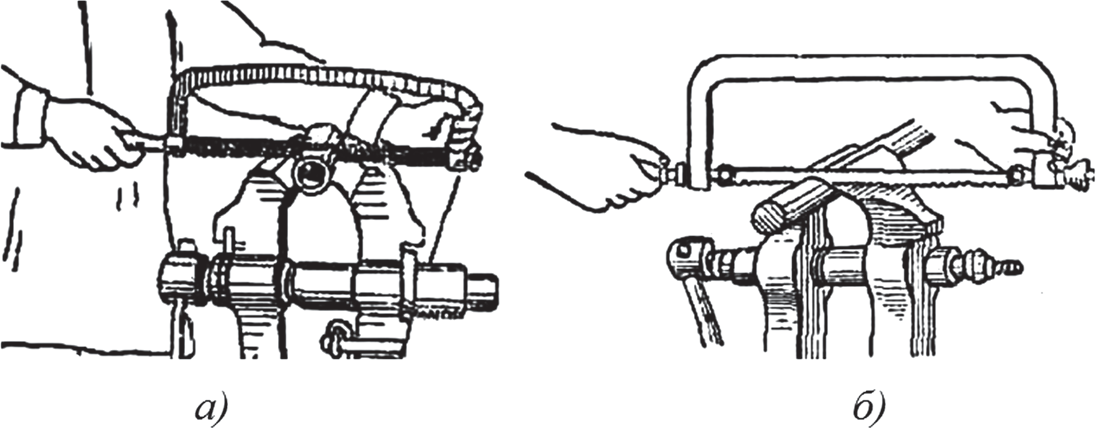
Рис. 2. Положение рук на рамке при резке ножовкой
Во время резки ножовку держат преимущественно в горизонтальном положении. Движения должны быть плавными, без рывков и с таким размахом, чтобы работало почти все полотно, а не только его середина (нормальный размах не менее 2/3 длины ножовочного полотна).
Усилие нажима на ножовку зависит от твердости обрабатываемого металла и его размеров. В среднем усилие должно соответствовать 1 кг на 0,1 мм толщины полотна.
Нажимать на станок необходимо обеими руками, при этом наибольшее давление оказывать левой рукой, а движение станка осуществлять главным образом правой рукой, приложенной к его ручке. При холостом ходе на ножовку не нажимают. При работе ножовочным станком нужно делать не более 40–50 ходов в минуту. При более быстром темпе полотно нагревается и быстрее затупляется.
Если в начале резки ножовка скользит по поверхности, то место распиливания надрубают зубилом или надрезают ребром напильника.
При резке деталей, имеющих острые ребра, необходимо обеспечивать плавный заход зубьев в металл и не допускать подпрыгивания станка при переходе от зуба к зубу. В противном случае зубья выламываются из полотна и процесс резки оказывается невозможным.
Ручной ножовкой чаще всего работают без охлаждения. Для уменьшения трения полотна о стенки пропиливаемой канавки его полезно смазывать машинным маслом, густой смазкой из сала или графитной мазью, в состав которой входят 2 части сала и 1 часть графита. При механической резке приводную ножовку необходимо охлаждать жидкостью – мыльной водой или эмульсией.
Слабое натяжение полотна иногда способствует “уводу” его в сторону. При уводе полотна следует начать резку в новом месте – с обратной стороны. Попытка выправить косую прорезь приводит к поломке полотна.
Для более продолжительного использования ножовочного полотна рекомендуется вначале разрезать им мягкие материалы, а затем, после некоторого затупления зубьев, – более твердые.
При поломке хотя бы одного зуба работу ножовкой следует прекратить, иначе произойдет поломка смежных зубьев и быстрое затупление всех остальных. Для восстановления режущей способности ножовки, у которой выкрошился зуб, необходимо на точиле или шлифовальном круге сточить дватри соседних с ним зуба по линии а – а (рис. 3).
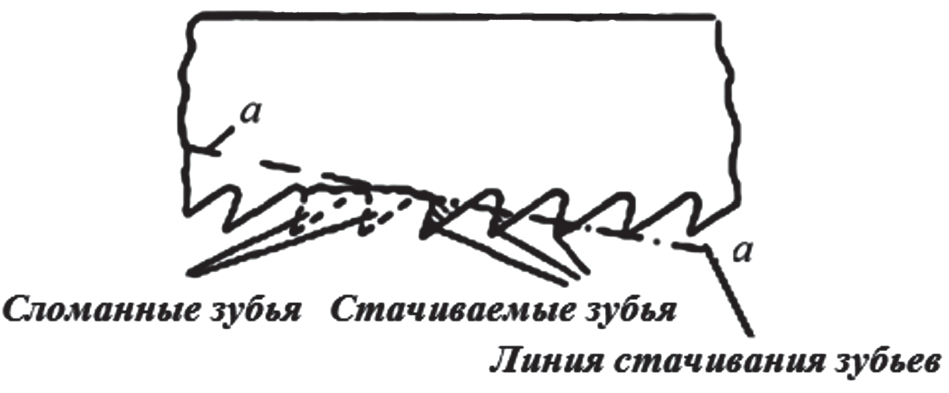
Рис. 3. Восстановление режущей способности ножовки
Если во время резания сломалось старое, сработавшееся ножовочное полотно, то нельзя продолжать работу новой ножовкой, так как ширина пропила для нового полотна окажется мала и оно не войдет в прорезь. В этом случае поворачивают изделие и начинают резание в другом месте.
Разрезать материал ножовкой легче по узкой его стороне. Поэтому полосовой металл, как правило, режут по узкой стороне полосы, но это можно лишь при условии, если на длине реза с металлом соприкасается не менее двух-трех зубьев полотна. При меньшей толщине полосы зубья ножовки могут выломаться, поэтому тонкую полосовую сталь разрезают по широкой стороне.
Тонкие металлические листы при разрезке ножовкой зажимают между деревянными прокладками по одному или несколько штук и разрезают вместе с прокладками. Такой способ обеспечивает лучшее направление ножовочному полотну и предохраняет его от поломок.
Для вырезки в тонких листах криволинейных или угловых прорезей применяют лобзик. Вместо ножовочного полотна в лобзик вставляют узкую тонкую пилку, у которой зубья направлены к ручке. Пилят лобзиком на себя, а если выпиливаемый лист положен горизонтально, то сверху вниз, держа лобзик за ручку снизу. Перед выпиливанием внутренних фигур или прорезей в местах перехода контура в углах просверливают мелкие (по ширине пилки) отверстия. Пропустив в такое отверстие пилку, закрепляют ее в рамке лобзика.
Процесс резки ножницами. При разрезке листового материала ножницами режущие кромки челюстей ножниц, действуя одновременно, создают напряжения сжатия и растяжения вблизи режущих кромок (рис. 4) и разрушают связь между частицами материала.
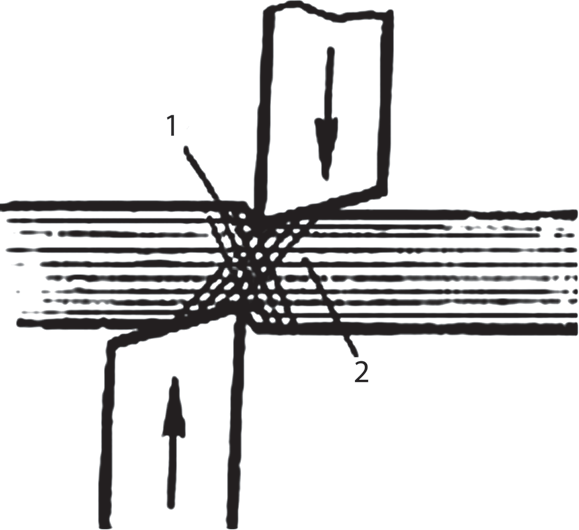
Рис. 4. Процесс резки ножницами: 1 – напряжения растяжения; 2 – напряжения сжатия
Челюсти (ножи) ножниц, как и другие режущие инструменты, имеют задний угол α, передний угол γ и угол заострения β (рис. 5), величина которого зависит от свойств разрезаемого материала. Для мягких металлов (меди, латуни и др.) β = 65°, металлов средней твердости – β = 70 ÷ 75° и твердых металлов – β = 80 ÷ 85°.
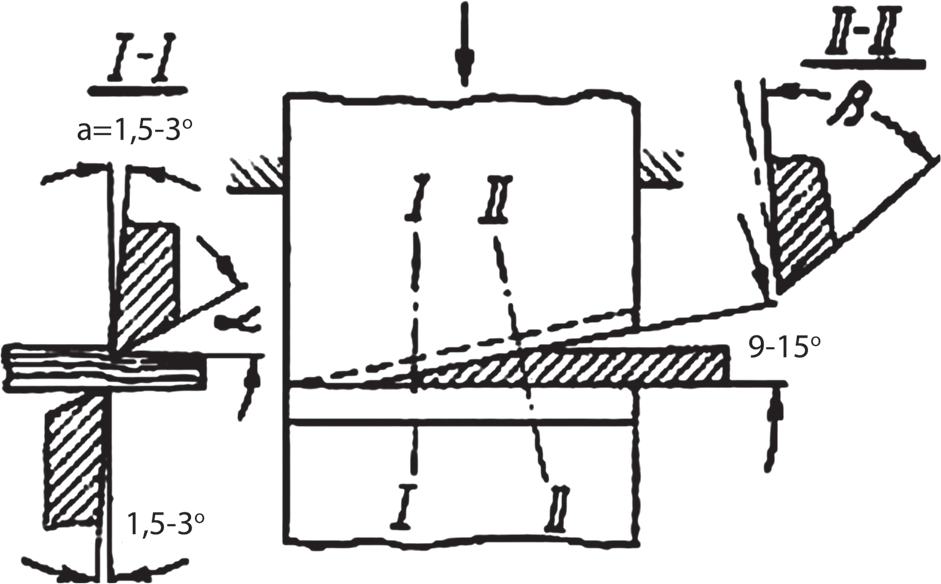
Рис. 5. Углы заострения челюстей ножниц
При угле заострения меньше указанного ножи быстро затупляются или лезвия их выкрашиваются. Большие углы заострения увеличивают прочность лезвия, но при этом усилия резания возрастают.
Для уменьшения трения касающихся плоскостей режущие кромки ножниц рекомендуется смазывать машинным маслом. Чем точнее пригнаны одна к другой режущие части челюстей ножниц, тем чище получается поверхность среза. Закаленные челюсти ножниц ни в коем случае не должны тереться одна о другую, так как они при этом затупляются (между ними зазор 0,2–0,02 мм). При большем зазоре между челюстями тонкий листовой материал затягивается в зазор и закаленные режущие кромки могут выкрошиться.
Листовую сталь толщиной до 0,7–1 мм режут простыми ручными ножницами (рис. 6, а).
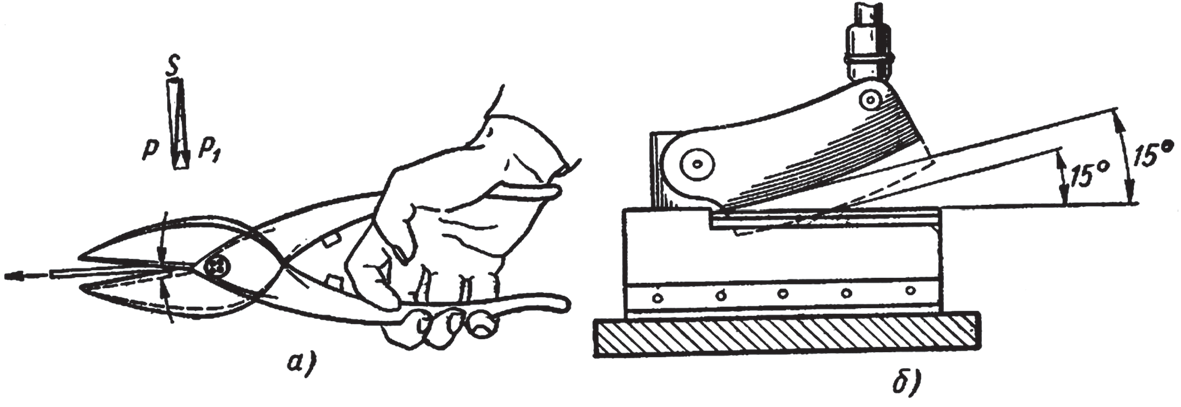
Рис. 6. Ручные ножницы: а – простые; б – рычажные
Допустимая толщина в мм других материалов, разрезаемых на ручных ножницах, следующая: твердый алюминий – 1,0; мягкий алюминий – 2,5; сталь – 0,7; латунь – 0,8; медь – 1,0.
Для слесарных работ применяют ручные ножницы, полная длина которых составляет от 200 до 400 мм, а длина лезвия от 55 до 110 мм.
Изготовляют ножницы из углеродистой инструментальной стали У7, У8, У10.
Ручные ножницы бывают правые и левые. У правых ножниц скос на режущей части каждой половинки находится с правой стороны, у левых – с левой. При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, для того чтобы видеть риску, приходится левой рукой отгибать срезаемый металл, что очень неудобно. Поэтому листовой металл по прямой линии и по кривой (окружности и закругления) без резких поворотов режут правыми ножницами.
Резка простыми ножницами происходит только под действием силы Р1, которая направлена перпендикулярно к поверхности листа и вдавливает челюсти в материал. Горизонтальная составляющая S выталкивает заготовку из зева ножниц до тех пор, пока величина ее больше силы трения, возникающей между челюстями ножниц и заготовкой. Это продолжается до раскрытия челюстей на угол 30°.
У ручных рычажных ножниц (рис. 6, б) угол раскрытия должен составлять 15°. Подвижная верхняя челюсть у ручных рычажных ножниц имеет криволинейную режущую кромку, что при всех положениях верхнего ножа обеспечивает угол раскрытия 15°. Теоретически этот угол должен быть около 8–9°, так как тангенс его имеет значение, равное коэффициенту трения стали о сталь в сухом состоянии μ0 = 0,15.
При поддерживании разрезаемого материала угол раскрытия ручных рычажных ножниц может быть больше. Резка под углом меньше 10° является самотормозящей, при таком угле заготовка не выталкивается из зева ножниц. Листовой материал толщиной до 2–3 мм разрезают стуловыми и рычажными ножницами. Стуловые ножницы отличаются от ручных размерами и конфигурацией. Одна из их ручек сделана так, что ее можно жестко закрепить в тисках или прикрепить к деревянной колоде (стулу). Общая длина стуловых ножниц 400–1000 мм, длина лезвий 100–250 мм, длина ручек 300–750 мм.
Кроме простых и рычажных существуют ручные ножницы с зубчатой передачей, маховые и дисковые. Ручные ножницы с зубчатой передачей предназначены для резания листового металла, тонких прутков и профильного материала. Рычажные маховые ножницы применяют обычно для прямых разрезов листового металла толщиной до 2 мм на полосы. На конце рычага помещен уравновешивающий груз.
Дисковые ножницы используют для резки листовой стали толщиной до 1 мм как с прямолинейным срезом, так и по кривой любого радиуса. Нижний режущий диск ножниц закреплен на эксцентриковой оси, которая позволяет изменять положение диска по высоте. Верхний режущий диск вращается на валике, который поворачивают рукояткой при помощи храпового колеса и собачки.
Машинные ножницы. Приводными машинными ножницами режут листы и полосы толщиной более 3 мм .
Дисковую ручную пилу применяют для резки профильного проката и труб (рис. 7). В зависимости от профиля разрезаемого металла пила комплектуется сменными направляющими упорами.
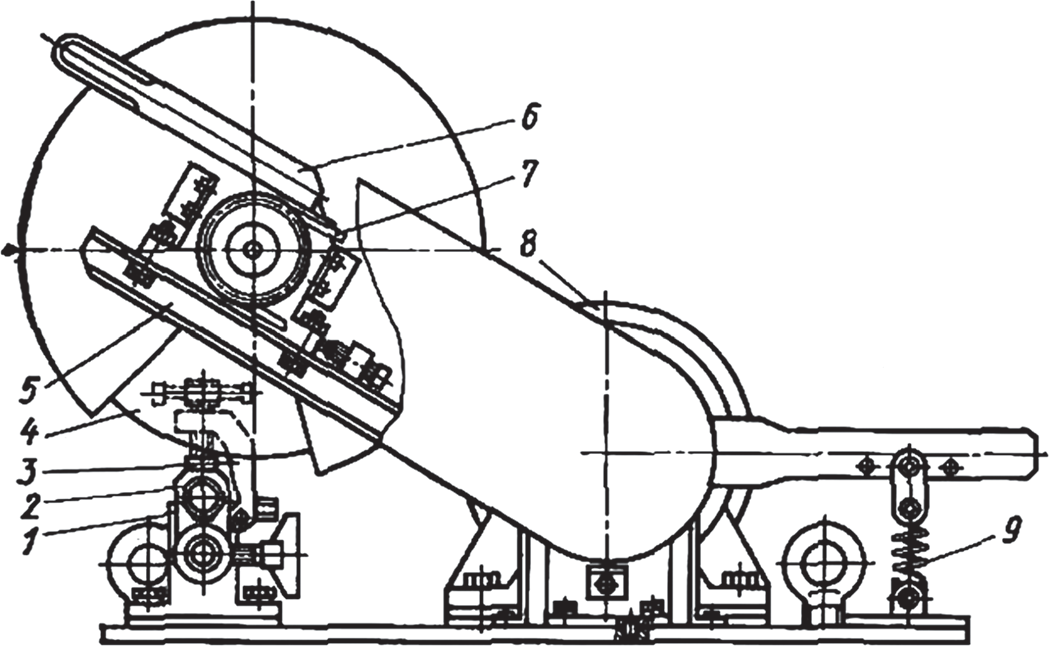
Рис. 7. Дисковая ручная пила
Резка производится вулканитовым кругом 4, шпиндель которого закреплен на качающейся раме 5. Вращение круга осуществляется через ременную передачу 7 электродвигателем 8, а подача круга – вручную рукояткой 6. Разрезаемый профильный прокат устанавливают на призмы 1 до регулируемого упора 2 и закрепляют откидным прижимом 3. По окончании резки рама 5 возвращается в исходное положение пружиной 9. Частота вращения абразивного круга 2000 об/мин.
Заменяя абразивный круг тонким стальным диском, можно производить резку на мерные длины резиновых шлангов и шлангов высокого давления из прорезиненных тканей для пневмо- и гидросистем.
Гильотинные ножницы с наклонными ножами (гильотинные) применяют для резки листового и реже полосового проката, а также листовых неметаллических материалов.
Существует большое количество различных типов ножниц, отличающихся друг от друга как по конструктивным признакам, так и по технологическим характеристикам.
На рис. 8 показаны ножницы с наклонными ножами.

Рис. 8. Гильотинные ножницы
Резать материал на этих ножницах можно по разметке и без нее с помощью удлинителей 3. Станина 1 ножниц сварная из листовой стали. В ее передней части закреплен стол 2, на котором установлены удлинители 3 с Т-образными пазами, служащими для удлинения стола в случае разрезания больших листов, а также для установки передних упоров и различных приспособлений.
Привод ножниц осуществляется от отдельного электродвигателя через клиноременную и зубчатую передачи на коленчатый вал. Ножевая платформа (ползун) 4, приводимая от коленчатого вала через шатуны, двигается вверх и вниз. Расположение привода верхнее. Управляют ножницами при помощи кнопок и педали 6. Задний упор 5 состоит из двух цилиндрических реек; на них от одного маховика передвигаются кронштейны для установки упорной линейки на необходимое расстояние от кромок ножей. Мерная резка листа достигается с помощью заднего упора. Ножницы могут работать одиночными ходами и непрерывными (автоматически).
Обычно ножницы снабжены прижимами для удержания разрезаемого материала. Прижимы действуют автоматически при перемещении ползуна вниз.
Максимальная толщина разрезаемого на этих ножницах материала составляет 20–32 мм при ширине реза 2000–3200 мм. Мощность электродвигателей для привода ножниц – от 1,7 до 20 кВт.
Ножницы с наклонными ножами используются для резки по прямым линиям. На них режутся листы на полосы для последующей штамповки, а также мерные заготовки. Изменяя положение упоров, можно изготовлять заготовки трапецеидальной, ромбовидной, треугольной и другой формы.
На ножницах можно вырезать и заготовки более сложной формы по разметке (без применения упоров), а также срезать кромки листа под углом к плоскости реза до 30° (например, при подготовке под сварку). В последнем случае заготовку располагают наклонно к плоскости стола с помощью специальных подставок.
Комбинированные пресс-ножницы (рис. 9) предназначены для резки листового и реже полосового проката, профильного сортового проката (круг, квадрат, уголок, швеллер), а также для пробивки отверстий и выполнения разрубочных работ.
У таких ножниц в зависимости от модели имеются: пробивное устройство 1, ножницы для резки профильного сортамента 2, разрубочное устройство 3 и ножницы для резки листового проката 4.

Рис. 9. Комбинированные пресс-ножницы
Принцип резки сортового проката заключается в том, что материал, помещенный между ножами соответствующего профиля, разрезается при сдвиге одного (подвижного) ножа по отношению к другому (неподвижному).
Пробивка отверстий, как и зарубочные работы, производится чаще всего по разметке и в отдельных случаях по специальным шаблонам. Шаблон повторяет контур высечки. Он накладывается на заготовку и помогает ориентировать ее по отношению к ножам.
Резка на листовых ножницах производится в основном по разметке. Мерные по длине заготовки из проката отрезаются по специальным упорам или по разметке.
Просмотров: 576
Ножницы по металлу: назначение, виды, рейтинг производителей
Люди, которые работают с металлическими листами, знают, что ножницы по металлу очень ценятся. С их помощью можно разделять заготовки на части, вырезать отверстия, делать криволинейные надрезы. Новичкам, которые не работали этим инструментом, нужно знать какие виды ножниц бывают, как их правильно выбирать при покупке и можно ли изготовить приспособление самостоятельно.

Ножницы по металлу
Сферы применения
Ножницы для резки металла считаются дополнительным инструментом, который используется в разных отраслях промышленности. Их главное назначение — разрезание металлических листов. Второстепенные работы, выполняемые ими:
- криволинейные резы малого радиуса;
- разделение металлических заготовок;
- подрезка профилей при сборке каркаса под гипсокартон;
- фигурная резка;
- вырезание отверстий;
- подрезка металлочерепицы.
Приспособления используются в строительстве, машиностроении, металлургии, проведении бытовых работ.
Общая классификация
Из многообразия всех инструментов можно выделить отдельные виды ножниц по металлу. По качеству, функциональности, надёжности выделяются профессиональные и бытовые модели. По принципу действия выделяют такие группы инструментов:
- Ручные ножницы для резки металла — механические инструменты, используемые для проведения разных работ. Приводятся в действие усилиями со стороны человека.
- Гильотинные — настольные модели, одна часть которых закрепляется на рабочем столе, другая остаётся подвижной.
- Роликовые — основание, на котором закрепляются направляющие, специальный нож на подвижной каретке. С их помощью можно делать только прямые резы. Это большие конструкции, которые требуют дополнительного свободного места для установки, эксплуатации. Оборудуются креплениями для длинных заготовок. Второе название — дисковые ножницы.
- Гидравлические — приспособления, которые часто используются спасательными службами для освобождения людей. Во время их работы усилие равномерно распределяется по всей длине лезвия.
- Электрические — модели, которые приводятся в действие электродвигателем. Используются для разрезания металлических листов, вырезания отверстий. Бывают шлицевыми, пуансонами, врубными, листовыми, просечными.
Если говорить о конструкции, проводимых работах, можно выделить следующие группы инструментов:
- Прямые — классические приспособления для разрезания металлических заготовок.
- Фигурные (радиусные) — применяются для фигурной резки. Конструкция обладает специальными изгибами, которые позволяют делать неровные резы.
- Универсальные — используются для создания прямых, фигурных, криволинейных надрезов.
Нельзя забывать про существование инструментов со смещенным нижним лезвием. Они могут быть левосторонними и правосторонними. У первой разновидности ножниц ручки зеленого цвета, у второго вариант — красные. Принцип действия заключается в том, что нижнее лезвие при резке заходит на правую или левую сторону.

Резка металла фигурными ножницами
Что нужно учитывать при выборе ножниц по металлу?
Ножницы для резки листового металла бывают разной конструкции, размера, принципа действия. При их выборе нужно учитывать технические характеристики инструмента, ряд сторонних факторов:
- Расположение лезвий, наличие дополнительных изгибов. От этого будет зависеть форма реза.
- Возможности режущих кромок. Это параметр выбирается зависимо от того, с листами какой толщины придётся работать
- Комфорт при работе. Важно подержать приспособление руками, попробовать сделать режущие движения без заготовок, чтобы понять насколько удобен инструмент.
- Принцип действия. Зависимо от бюджета, можно приобрести ручной механизм, гидравлический, электрический.
Разбираясь в приведённых выше факторах можно без труда выбрать ножницы по металлу.
Ножницы по металлу, отличия. Это надо знать ДО покупки. Tin snips.
Watch this video on YouTube
Производители инструментов
Можно выделить несколько компаний, которые занимают лидирующие места в рейтинге лучших производителей металлообрабатывающего оборудования на просторах страх СНГ. О них стоит поговорить отдельно:
- Kraftool — классические ручные приспособления для разрезания листового металла. Легко прорезают толщину в 1,5 мм. Имея практический опыт использования подобных инструментов, можно использовать их как для прямых, так и для фигурных резов.
- Зубр — ножницы, которые изготавливаются из инструментальной стали. Оптимальная толщина резания — 1 мм. Предназначены для бытового использования.
- Sparta — инструмент, которые многие презирают, однако попробовав меняют точку зрения. Считаются одними из лучших по соотношению цена/качество. С лёгкостью прорезают металлические листы толщиной в 1 мм.
Приспособления используются при строительных, бытовых, производственных работах.

Ножницы от производителя
Как самостоятельно изготовить инструмент?
Некоторые мастера, которые занимаются металлообработкой, раскроем листов в гаражах, частных мастерских, изготавливают самодельные ножницы. Это касается роликовых конструкций. Чтобы изготовить такой инструмент нужно сделать рабочий стол, закрепить на нём направляющие, сделать ролик с прижимной ручкой. Диск изготавливается из заточенного подшипника. С помощью ручки он вдавливается в металлический лист. После этого мастер удерживает ручку, тянет на себя режущий диск по направляющим.
Большинство жестянщиков не рекомендуют изготавливать самодельные приспособлений. Это связано с малым уровнем безопасности, надёжности, эффективности оборудования, изготовленного своими руками.
Правила резания
При резке металла ножницами нужно учитывать некоторые особенности, выполнять ряд правил и помнить про безопасность:
- Отрезать металл малой толщины можно без дополнительных приспособлений. Для этого нужно поместить лист на верстак, один край удерживать рукой, другой отрезать по намеченной линии.
- При разрезании металла большой толщины нужно закрепить одну ручку в тисках, чтобы был упор. Сила нажатия увеличивается, следовательно, можно разрезать более толстые листы.
- Прямыми ножницами можно вырезать отверстия по центру листа. Для этого нужно сделать отверстие в центре окружности или на её краю.
Работая с металлической проволокой необходимо надевать защитные перчатки. Чтобы защитить глаза, необходимо использовать очки, маску. Отрезаемые куски проволоки направлять в сторону верстака. Проверять заточку режущих кромок перед работой. Передавать приспособление другим людям только острыми концами в свою сторону.
Ножницы по металлу необходимы при строительных, бытовых, производственных работах. Они помогают выполнять ряд операций с металлическими листами, когда невозможно использовать болгарку или ножовку по металлу. При выборе инструмента нужно обратить внимание на технические характеристики изделия, а работая с ним учитывать правила.
Ножницы по металлу роликовые: характеристики, разновидности
Точный раскрой листового металла позволяет использовать детали без затрат на обработку и доводку торцов. Тонкий прокат удобно резать роликовыми ножницами по металлу. Они быстро скользят по разметке, отделяя полосы и фигурные заготовки. Края получаются ровные, аккуратные. Модели разных конструкций дают возможность выбрать ножницы под конкретную работу. Простой механизм можно собрать самостоятельно, используя ненужные детали и выработавшие свой срок подшипники.
Роликовые ножницы (Фото: Instagram / sferainnova)
Предназначение
В домашней мастерской используют ручные роликовые ножницы для разрезания стального листа малой толщины, оцинковки, профлиста. В зависимости от конструкции, приспособление позволяет делать быструю нарезку полос с ровными краями и выкраивать фигурные детали с плавными линиями контура.
На производстве роликовые ножницы используют для дополнительной обработки обрезных деталей, раскроя профнастила при кровельных работах, резки других видов материалов. Компактное устройство не требует специального места для работы. Металлический кровельный материал режется по разметке в любом положении.
Устройство и принцип работы
Инструмент состоит из основания и рычага. Детали соединены осью, вокруг которой вращается верхняя часть механизма. Простая модель ножниц имеет один режущий ролик сверху и опорную площадку для листа снизу. Простой механизм справляется с листами толщиной до 0,5 мм и режет только по прямой линии.
Основные виды роликовых ножниц оснащены двумя дисками. Нижний закреплен в корпусе на неподвижной оси. Верхний нож перемещается перпендикулярно направлению реза для регулировки зазора между режущими кромками. Ролики имеют перпендикулярные стороны относительно режущей кромки в ножницах для резки небольших партий заготовок из тонкого листа по прямой. Сточенные под углом торец и обод увеличивают производительность и технические возможности инструмента.
Лист продвигается в зону реза и постепенно, по радиусу дисков, сдавливается режущими кромками. Происходит разрушение связей на кристаллическом уровне. Торец разрезанных деталей имеет ровный край с немного загнутой верхней кромкой. На нем хорошо видно зерно металла.
Инструмент перемещается вдоль шаблона или по разметке. Форма детали повторяется многократно с одной установки инструмента и приспособлений. Тонкие единичные заготовки с большой площадью удобнее резать при фиксированном положении ножниц. Рабочий вручную перемещает лист в соответствии с разметкой.
От правильно выставленного зазора между ножами зависит усилие работы устройства, вид торца, срок эксплуатации ножей. Металл разрушается не перпендикулярно плоскости. Линия разлома проходит под небольшим углом. Расстояние между ножами составляет 0,1 толщины листа. Для тонких деталей до 1 мм ножи выставляется практически без зазора. Они при смыкании должны заходить друг за друга, не касаясь режущих кромок. Оптимальный режим резания обеспечивает стачивание торцевых поверхностей роликовых ножей на угол 3–5 градусов. По ободу скос примерно 12–15 градусов. При правильном зазоре усилие реза почти в 2 раза меньше деформации, производимой ровными кромками. Срок службы самих роликов между заточками увеличивается в несколько раз.
Работа роликовыми ножницами (Фото: Instagram / sferainnova)
Технические характеристики
Технические показатели:
- максимальная толщина разрезаемого листа;
- диаметр дисков;
- обрабатываемые марки металлов и сталей;
- фигурная или плоская резка;
- тип, подвижность ножей;
- тип привода;
- правые, левые.
В паспорте толщина разрезаемого листа указывается по углеродистым сталям. Алюминиевый, медный лист мягче. Их допустимая толщина превышает сплавы на основе железа на 30–50%.
Возможность фигурной резки, минимальный радиус линии о указываются в паспорте.
По взаимному расположению ножей относительно линии разметки выпускают в основном правые ножи. Левые востребованы мало, отличаются только зеркальным расположением всех деталей.
Для механизмов с электрическим приводом указывается производительность или скорость реза.
Разновидности
Инструмент для резки бывает ручным, с электроприводом. Первыми инструментами для резки пользуются в домашних мастерских, бригадами кровельщиков, автослесарями. Электрические модели устанавливают на производстве.
По расположению режущих роликов и их подвижности, различают ножницы:
- с неподвижными роликами;
- с одним подвижным роликом;
- с двумя вращающимися ножами.
Модели с неподвижными роликами используются для резки полос по ровной линии. Устройство движется вдоль линейки, или закрепляется неподвижно и через него протягивается лист. Раскрой ограничен толщиной листа до 0,7 мм.
Пользуясь инструментами для резки листа с верхним вращающимся роликом, рабочий затрачивает сил на 20–30% меньше. Металл скользит по нижней опоре под вращающийся круглый нож. Кроме ровных полос, ножницы могут резать лист по дуге радиусом более 1 м.
Два вращающихся ножа со скосами по плоскостям, образующим режущую кромку, способны вырезать сложные фигурные детали, резать профилированный лист. Минимальный радиус поворота моделей от 50 мм. Ножницы с подвижными роликами легко скользят по металлу, разрезая его. Проводя роликами по разметке, получают сложные по форме заготовки. Для изготовления больших партий используют шаблон.
Ножницы с одним подвижным роликом (Фото: Instagram / sferainnova)
Принцип выбора
Ножницы выбираются в соответствии с работой, которую они должны выполнять. Для быстрого раскроя листа до 1 мм толщиной по ровной линии достаточно инструмента с одним подвижным роликом.
Чтобы вырезать плавные линии, работать с прокатом до 1,6 мм, производить раскрой без специальной плиты со струбцинами, подойдут модели с 2 вращающимися дисками.
Ролик со скошенными поверхностями и режущей кромкой с углом 82–75⁰ подойдет для обрезки краев штампованных листовых деталей, прямой и фигурной резки листов до 2 мм. Заточенные под углом на обеих поверхностях ножи снижают усилие, прикладываемое к устройству для работы. Они позволяют обрезать излишки металла на деталях, расположенных в разных плоскостях.
При покупке инструмента нужно обратить внимание на следующие факторы:
- материал основания и корпуса;
- наличие ручки и ее удобства;
- способа регулировки зазора между дисками;
- возможностью демонтажа роликов для переточки и замены.
Прочный металлический каркас конструкции гарантирует ее долговечность. С удобной ручкой можно работать долго, с большими нагрузками. В процессе работы диски можно несколько раз перетачивать.
Преимущества и недостатки
Преимущества:
- безопасная работа;
- малый размер, вес;
- высокая производительность;
- простое устройство;
- ровная обрезанная кромка;
- простота настройки;
- возможность разрезать листы из цветного, черного металла.
При резке металла ножницы перемещаются с помощью ручки или электродвигателя вдоль линии шаблона или разметки. Непрерывность реза увеличивает производительность работы, уменьшает нагрузку на руки. Компактное устройство режет рельефные листы в любом направлении.
По своей конструкции устройство простое. Его легко можно сделать самостоятельно. Настройки изменяются поворотом всего одного винта. В результате режутся все материалы, включая вязкую медь и хрупкий алюминий.
Недостатки:
- толщина разрезаемого листа ограничена;
- с неподвижным роликом режут только по прямой линии;
- модели с 2 вращающимися ножами не могут резать по малым радиусам;
- при вырезании отверстий им требуется точка вреза — малое отверстие, с которого можно начинать работать.
Инструмент используют на крупном производстве. Их устанавливают на автоматы и станки с ЧПУ.
Дисковые ножницы (Фото: Instagram / sferainnova)
Производители и стоимость
Самым известным изготовителем роликовых ножниц является компания Makita. Она предоставляет большой выбор моделей от облегченных с одним нерегулируемым роликом для листов менее 0,5 мм, до сложных многофункциональных механизмов, способных обрезать кромки и делать раскрой заготовок толщиной до 4 мм.
Изделия с маркировкой SMR выпускает российская компания СтанкоПоставка. Она производит промышленные и ручные модели ножниц для фигурной резки.
Фирма Van Mark (США) выпускает прочные, удобные дисковые ножи. Они имеют металлическое основание, пластиковый кронштейн для крепления и управления.
Изготовление своими руками
Самая простая конструкция роликовых ножниц для резки листового металла, сделанная своими руками, имеет основание из уголка 100–120 мм. Чертеж для простой модели нужен только для расчета расстояний между осями, размером косынок. Ролики делаются их подшипников. Изготовление:
- Подготовить подшипники.
- Шлифовать обод по торцу пока не удалится фаска, и угол станет острым.
- Обрезать уголок длиной 200 мм. Обработать торцы, удалить заусенцы, острые кромки.
- Разметить место под ось нижнего ролика. Он должен находиться на уровне со второй плоскостью уголка.
- Приварить валик диаметром равным отверстию подшипника. Он должен располагаться параллельно второй полке.
- Закрепить нижний подшипник, уже заточенный.
- К верхней полке угольника приварить косынки. В них сделать отверстие, установить ось для верхнего ролика.
- Закрепить подшипник на оси. Установить пружину, винт для регулировки зазора.
- Сделать сверху ручку.
Самодельные ножницы по металлу в качестве направляющей опоры для правильной конфигурации реза, используют металлический прямоугольный профиль, деревянный брус.
Эксплуатация
При изготовлении большой партии деталей лист крепится на верстаке. На него устанавливаются направляющие для ножниц или выставляется шаблон. Процесс резания начинается от края листа. В цельном металле делается отверстие, куда заводится нижний диск. Прижимая ножницы вниз и к шаблону, устройство за ручку продвигается вперед.
Перед началом работы проверяется целостность режущей кромки, выставляется зазор, в зависимости от толщины обрабатываемого материала.
Резать листовой металл обычными ножницами утомительно. Использовать болгарку для раскроя тонкого листа нерационально. Для этого следует применять дисковые ножи по металлу.