Как устроены пластиковые окна
На первый взгляд может показаться, что окна в домах точно такие же, как и 200 лет назад. Только стекла, позволяющие глядеть на мир, и никаких бычьих пузырей, никакой слюды.
Да и формы окон вроде бы не изменились. Вот только окно теперь служит не только для получения информации о мире за пределами дома, но и способом обеспечения в нем правильного микроклимата.
История появления пластиковых окон
Нужный температурный режим в помещении и оптимальную влажность воздуха обеспечивают окна с оконным профилем из поливинилхлорида, чаще называемые просто — пластиковые окна. Если в Европе и США такие окна устанавливались в домах еще в середине XX века, то в Советском Союзе их производство так и не было начато. А научные исследования свернули, как неперспективные.

На российский рынок пластиковые окна пришли в начале XXI века. Они были недешевы, поставить такое окно мог далеко не каждый. Да и качество изделий было невысоким.
Конструктивные элементы окон
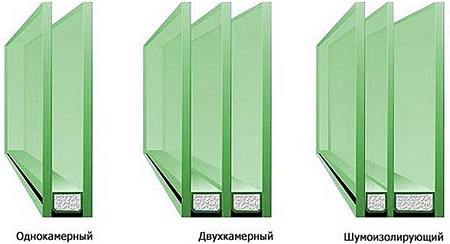
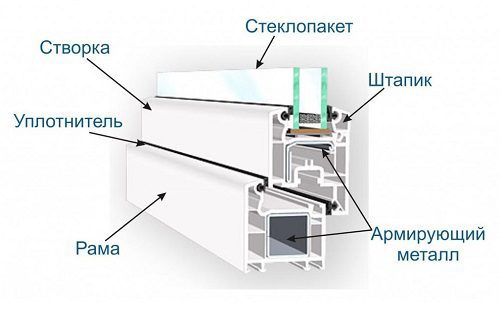
✔ Стеклопакет. Состоит из нескольких соединенных листов стекла. Заполняются они воздухом или инертным газом. От количества используемых листов зависит количество воздушных камер. Бывают стеклопакеты однокамерные (используются в южных регионах и в не слишком шумных районах), двухкамерные (если требуется усилить звукоизоляцию) и т.д. От того, какие требования предъявляются к стеклопакету, зависит выбор стекол для него: обычные, армированные, рефлекторные, огнезащитные и солнцезащитные.
✔ Рамный и створочный профиль. Рама нарезается под каждый оконный проем на месте и требует точных замеров. Если замеры произведены некачественно, то окно может плохо открываться. Из того же материала, что и раму, изготавливают также створки.
✔ Подоконники и отливы. Первые изготавливают из пластика. Чаще всего они бывают белого цвета, хотя встречаются подоконники и других цветов.

Отливы оконные устанавливаются с фасада и являются «лицом» пластикового окна, говорят менеджеры компании. Именно дизайн отливов чаще всего бросается в глаза рассматривающим окно прохожим. Иногда их делают из пластика, чаще из оцинкованного металла под цвет оконного профиля.

✔ Импост. Этим красивым словом называется самый обычный профиль, вертикальный или горизонтальный, соединяющий створки и делящий окно на части. Бывает трехкамерным или пятикамерным.
✔ Фурнитура. Изготавливается по единым для всех европейским стандартам. Качественно изготовленная фурнитура обеспечит защиту окна от грабителей, не позволит проникнуть в помещение холодному воздуху и влаге. На выбор фурнитуры влияют внешний вид петель и доводчиков и их износостойкость, а также принцип открывания оконной конструкции.

✔ Уплотнители. Обеспечивают дополнительную герметичность, поэтому изготавливают их под определенные профили. Резина в уплотнителях должна быть с усиленными свойствами. Потрескавшиеся в процессе эксплуатации уплотнительные резинки подлежат замене.

Внешний вид пластиковых окон, элегантный дизайн и богатая цветовая палитра рамочных профилей позволят украсить любое жилье, придав ему своеобразие и неповторимость.
Классификация и строение пластиковых окон и конструкций

Современная архитектура отличается разнообразием: она может быть довольно простой или, наоборот, сложной. От этого зависит и то, какое строение пластикового окна нужно выбирать, ведь именно окна влияют на то, насколько тепло и комфортно будет в помещении. Они также могут существенно влиять на интерьер, внешнее восприятие комнаты, от них зависит количество света во внутреннем пространстве и многое другое.
Какие типы окон бывают?
Классификация окон в первую очередь зависит от того, какие материалы используются для их изготовления. Существуют следующие типы:
- Металлопластиковые. Такие окна подходят для любых типов помещений, нуждаются в минимальном уходе, хорошо удерживают тепло и не боятся влаги.
- Деревянные. Могут применяться для любых типов строений. В зависимости от технологии либо хорошо удерживают тепло, либо испытывают трудности с удержанием теплого воздуха внутри помещения; восприимчивы к влаге.
- Алюминиевые. Без термомоста не способны удерживать тепло, однако, не ржавеют. Имеют малый вес, поэтому активно применяются для холодного остекления балконов и лоджий.
- Комбинированные материалы. Например, окна из дерева и металла также могут найти довольно широкое применение в зависимости от особенностей конструкции.

Комбинация дерева и алюминия в конструкции окна
Классификация пластиковых окон и конструкций из других материалов может опереться на внешний вид изделия. Пластик позволяет создать окно практически любой формы и размера, то как оно будет работать зависит от типа выбранной фурнитуры. Профили могут отличаться по качеству, марке, цене, характеристикам.
Строение окна ПВХ достаточно простое. К основным деталям конструкции можно отнести следующее:
- Армированный профиль. Он находится внутри пластика, у хороших окон это металлическая труба, имеющая прямоугольное сечение. Такой профиль очень прочный, но достаточно тяжелый и дорогой. Большинство компаний изготавливает более простой и дешевый, используя П-образный тонкий профиль. Металлическое основание требуется для того, чтобы сделать конструкцию более прочной, на него часто крепится фурнитура.
- Импост. Это особый тип профиля, который крепится к раме и служит для отделения створок или стеклопакетов. Строение окна, вне зависимости от того, из какого материала оно изготовлено, должно включать данный элемент. Это широкий профиль, который монтируется с внешней стороны конструкции, он совершенно плоский и используется для отвода дождевой воды.
- Откосы. Используются для окончательной отделки окна, делают его более теплым, привлекательным внешне. Откосы могут быть изготовлены из любых материалов или оштукатурены.
- Проем. Строение окна особенно тем, что для своей установки требует свободного пространства в стене, но так как любая оконная рама уже вставлена, внутри помещения остается углубление, которое и называют оконным проемом.
- Рама. Это основное изделие, на которое крепятся створки окна и которое прикрепляется к оконному проему при помощи различных фиксирующих элементов и средств.
- Створка. Эта часть конструкции может двигаться. Механизм открывания может быть разным, в зависимости от того, какая используется фурнитура.
- Стеклопакет. От него во многом зависит строение окна ПВХ, так как это стеклянная часть конструкции. Она может отличаться по высоте и ширине, в зависимости от того, какая у стеклопакета толщина, подбирается соответствующая рама.
- Фурнитура – это все движущиеся элементы конструкции: петли, ручки, замки, разнообразные механизмы, которые позволяют не только открывать и закрывать окно, но и защитить его от взлома, проветривать автоматически, фиксировать створки в нужном положении.
- Профильная ширина. Так называют дистанцию, которая образуется между лицевой и внутренней полостью профиля.
- Штапики – профили небольшой толщины, применяемые для удержания стеклопакета. Их уплотняют резиновыми элементами для того, чтобы стекло держалось плотнее, и из окна не сквозило.
Строение пластикового окна
Конструкция фурнитуры окна
к содержанию ↑Какими особенностями могут обладать окна из ПВХ?
Классификация окон ПВХ может разделять изделия по техническим особенностям:
- Энергосберегающие. В зависимости от стоимости такие окна могут либо иметь специальное стекло, покрытое тонким слоем металла, способного отражать тепло, либо покрываются более дешевым вариантом в виде специальных пленок.
- Бронированные. Строение пластикового окна такого типа внешне не отличается от обычного, однако для него применяются специальные усиленные стеклопакеты: это может быть, например, триплекс. Благодаря особой технологии изготовления такое стекло не только обладает высокой прочностью, но и не высыпается при разбивании, все осколки остаются на пленке, которая находится между стеклами.
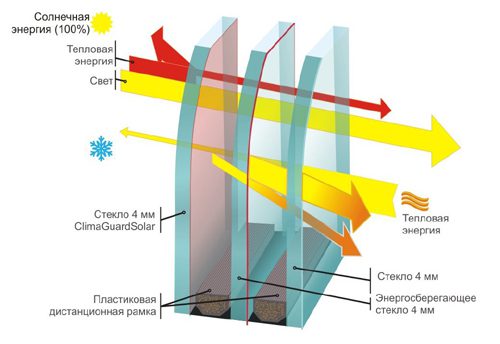
Энергосберегающие окна, механизм сбережения
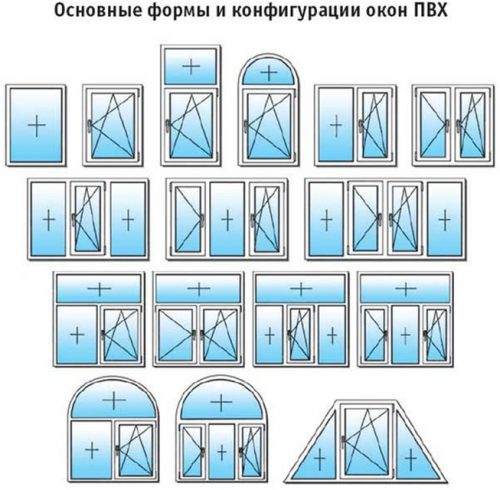
Разнообразие формы
Классификация окон по конструкции выделяет окна следующих типов:
- Стандартные.
- Круглые.
- Прямоугольные.
- Овальные.
- Комбинированные, сложной формы (арочные, трапециевидные и т.д.).

Разнообразие форм металлопластиковых окон
Строение металлопластикового окна вне зависимости от формы будет схожим, однако сама форма может быть любой, в зависимости от архитектуры. Кроме того, можно классифицировать конструкции из ПВХ по конструктивным особенностям:
- Раздельные.
- Спаренные.
- Одинарные.
- Раздельно-спаренные.
Можно провести классификацию по количеству рядов в стеклопакете, количеству створок, типу открывания, возможности регулировать уровень влажности, режим проветривания. Окна могут иметь дополнительные клапана для проветривания, оснащаться форточками. В зависимости от того, какие функции от окна требуются, будет отличаться и строение пластикового окна, схема которого часто помогает разобраться наглядно и понять, какое именно окно требуется установить.
В зависимости от потребностей владельца и особенностей архитектуры может быть довольно разным строение окна. Схема помогает еще до установки разобраться, подходит та или иная конструкция к вашему строению или нет.
как устроено, что нужно знать о нем
Эта статья открывает цикл статей, посвященный пластиковым окнам и всему тому, что с ними связано. В первой тематической статье будет проведен небольшой разбор на предмет «что есть что».
Известно, что многие люди благодаря нашей рекламе путаются в таких понятиях как «стеклопакет», «ПВХ», «пластиковые окна» и искренне считают, что это одно и то же. И когда человек узнает, что есть еще какие-то «профили», это совсем сбивает его с толку. На самом деле, все не так страшно, как может казаться. Давайте попробуем разобраться.
Итак. Под загадочной аббревиатурой «ПВХ» скрывается не что иное, как «поливинилхлорид» — длинное слово, которое обозначает материал для изготовления профилей. Материал относится к одним из первых искусственных органических соединений. Почти полвека ПВХ успешно применяется в различных сферах нашей жизни благодаря следующим своим достоинствам:
- тугоплавкость;
- устойчивость к воздействию высоких температур окружающей среды;
- хорошая электроизоляция;
- устойчивость к агрессивным веществам (щелочи, спирт, кислоты и т.п.)
Поливинилхлорид традиционно применяется в производстве искусственных кож, линолеума, для изоляции различных кабелей, электропроводки и последние десятилетия активно используется в производстве пластиковых окон.
Пластиковое окно представляет собой целостную конструкцию из рамы, стеклопакета, импоста, створок, фурнитуры. Рама служит поддержкой для стеклопакета, при помощи фурнитуры работают створки окна. Сегодня мы не будем детально изучать конструкционные особенности пластиковых окон, так как эта тема требует отдельной обширной публикации. Производство окон названного типа сегодня очень актуально, поскольку возросли потребности человечества в тепло- и шумоизоляции. А оконные пластиковые системы отлично справляются с этой задачей.
Профиль является частью профильной системы и представляет собой определенный участок конструкции пластикового окна – створку или раму. Форма профиля, как и размер сечения, задается на производстве. В дальнейшем изготовление профилей осуществляется методом экструзии. Если провести аналогию, то это будет похоже на то, как жидкое тесто для печенья продавливается через специальную форму.
«Окно под ключ» — полностью готовая к установке оконная система, в которой собраны воедино ПВХ-профили и комплектующие (включая откосы, отливы, подоконники). При грамотной установке система должна безупречно выполнять свои функции. Обычно ПВХ-окна имеют белую окраску.
Это в принципе, основное, в чем нам нужно было разобраться. На что рекомендуется обратить внимание, выбирая пластиковые оконные системы? Как выбрать пластиковые окна, чтобы их качество не разочаровало и деньги не были потрачены зря? Часто и реклалма производителей, да и сами продавцы уверяют покупателей, что их окна сделаны по инновационной технологии «green line», то есть продукция экологически безопасна.
И тут необходимо заметить, что ранее пластиковые оконные системы, особенно дешевые окна, считались очень вредными из-за применения в их производстве свинцовых стабилизаторов. Заменить вредный металл на более безопасный стабилизатор Кальций-Цинк удалось специалистам компании KBE. А новая технология стала называться «greenline». Это позволило решить одновременно 2 актуальные проблемы:
- отказаться от использования в промышленности опасных свинцовых стабилизаторов.
- осуществлять безопасную утилизацию отслуживших профилей.
Другой не менее обсуждаемой с завидным постоянством проблемой являются «плачущие окна». Понятно, что речь идет не столько о слезах, а о конфликте воздухообмена и теплоизоляции, по причине которого и образуется конденсат, вызывая запотевание пластиковых окон. Проблематичное явление получило название «точка росы», впрочем, связано оно не только с оконными конструкциями.
Наверное, многим знакомо такое: входя в теплое помещение с улицы, очки запотевают. То же самое можно наблюдать на поверхности зеркала в ванной, если купаться в очень горячей воде и при плотно закрытых дверях. В случае с пластиковыми окнами, при недостатке притока воздуха, на поверхности откосов, стекол, профилей начинает образовываться влага. Эту проблему производители пытаются решить, оборудуя окна ПВХ системой микроциркуляции.
На сегодня новой информации, пожалуй, достаточно. Ведь большой объем новых знаний усваивается хуже. Чтобы обеспечить вас максимумом знаний, в этот цикл постоянно будут добавляться новые статьи. Из них можно будет получить исчерпывающие ответы, касающиеся пластиковых окон.
Как устроен стеклопакет в пластиковом окне
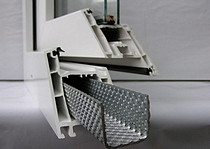
 Часто встречается такое словосочетание как «пластиковый стеклопакет». Стеклопакет, как и следует из названия,не может быть пластиковым или деревянным! См. картинку! Стеклопакет представляет из себя 2 или 3 стекла, разделенные промежутком. Величина промежутка зависит от ширины так называемой»дистанционной рамки» — полого алюминиевого профиля прямоугольного сечения, который может иметь различную ширину, например 6 мм или 10 мми т.д. Внутри рамки находится адсорбирющий материал, который после герметизации пакета специальными смолами, вытягивает из междустекольного пространства остатки влаги.
Часто встречается такое словосочетание как «пластиковый стеклопакет». Стеклопакет, как и следует из названия,не может быть пластиковым или деревянным! См. картинку! Стеклопакет представляет из себя 2 или 3 стекла, разделенные промежутком. Величина промежутка зависит от ширины так называемой»дистанционной рамки» — полого алюминиевого профиля прямоугольного сечения, который может иметь различную ширину, например 6 мм или 10 мми т.д. Внутри рамки находится адсорбирющий материал, который после герметизации пакета специальными смолами, вытягивает из междустекольного пространства остатки влаги.
Таким образом, стеклопакет оказывает герметизирован, что исключает необходимость мытья внутренних поверхностей стекол.
 Дальнейший процесс сборки окна подразумевает установку стеклопакета в оконную створку, которая уже может быть изготовлена из пластикового,деревянного или алюминиевого профиля. Створка, которая может быть откидная, поворотно-откидная или глухая, устанавливается в оконную раму, изготовленную из того же профиля, что и она сама. Полученная конструкция крепится в оконном проеме. Вот так и получается то, что называется окном, например пластиковым окном. Но не стеклопакетом :)Разумеется, мы опустили некоторые детали, такие как уплотнители,фурнитуру.
Дальнейший процесс сборки окна подразумевает установку стеклопакета в оконную створку, которая уже может быть изготовлена из пластикового,деревянного или алюминиевого профиля. Створка, которая может быть откидная, поворотно-откидная или глухая, устанавливается в оконную раму, изготовленную из того же профиля, что и она сама. Полученная конструкция крепится в оконном проеме. Вот так и получается то, что называется окном, например пластиковым окном. Но не стеклопакетом :)Разумеется, мы опустили некоторые детали, такие как уплотнители,фурнитуру.
Какие бывают стеклопакеты?
Тип стеклопакета определяется, например, вот таким обозначением 4-10-4, что значит — однокамерный стеклопакет из двух стекол толщиной каждое 4 мм и промежутка между ними шириной 10 мм. Такое обозначение 4-10-3-16-4 соответствует пакету из 3 стекол (соответственно он будет называться двухкамерным): оба внешних по 4 мм, центральное — 3 мм; промежутки между стеклами 10 и 16 мм.

От толщины стеклопакета и от количества стекол (и, соответственно,воздушных зазоров между ними) зависят и его энергосберегающие свойства.Так, например, в однокамерном стеклопакете с обычными стеклами уже при-8°С образуется конденсат. В двухкамерном стеклопакете конденсат возникает при -18°С (температуре, тоже не столь редкой для нашей зимы).
Однако существует несколько вариантов повышения энергосберегающих и шумопонижающих свойств стеклопакетов. Стеклопакеты могут комплектоваться разными стеклами. Во-первых, стекла могут быть различной толщины (3 или 4 мм) – чем толще стекло, тем у него ниже теплопроводность. Весьма популярен вариант комплектации стеклопакетов так называемым «энергосберегающим» стеклом. Придание энергосберегающих свойств стеклу связано с нанесением на его поверхность низкоэмиссионных оптических покрытий. Само стекло получило название низкоэмиссионного. Именно эмисситент поверхности (Е) определяет излучательную способность(у обычного стекла Е составляет 0,83), а, следовательно, и способность как бы «отражать» обратно в помещение тепловое излучение.
Следовательно, чем ниже эмисситент, тем меньше потери тепла.При этом стекло с оптическим покрытием имеющим значение эмисситента Е=0,004 отражает обратно в помещение свыше 90% тепловой энергии,уходящей через окно. В настоящее время мы предлагаем заказчику«твердые» К-стекла, полученнные путем нанесения покрытия на основе индий-оловянных окислов,наносимых на поверхность стекла пиролитическим способом. Такие покрытия позволяют снизить потери за счет излучения примерно в 7–8 раз по сравнению с чистым стеклом.
Для понижения теплопотери можно заполнить стеклопакет инертным газом (как правило, это аргон или криптон). Для здоровья он безвреден.При этом температура образования конденсата в двухкамерном стеклопакете понижается до -29°С. Скажем, в условиях крайнего севера подойдет двухкамерный стеклопакет с аргоном и К-стеклом (конденсат возникает при-112°С).
Почему только у нас гарантия на герметичность стеклопакета 35 лет?
Стеклопакет является важнейшей теплоизолирующей составляющей в конструкции окна. Через стеклопакет происходят основные, до 80%, потери тепла. Гарантийный срок службы стеклопакета устанавливается ТОЛЬКО по результатам исследований на долговечность, проводящихся в НИИ Строительной Физики Российской Академии Архитектуры и Строительных Науки ОАО «Полимерстройматериалы».
Для того, чтобы производить стеклопакеты с длительным сроком службы, необходимо иметь высокотехнологичную линию с автоматизированным раскроем, мойкой деминерализованной водой, опрессовкой и тестированием стеклопакетов с помощью сканирования. Такие линии довольно дорогостоящие и оправданы только при очень больших объемах производства. В России они единичны. Производство стеклопакетов на этом оборудовании возможно только при использовании специализированных, профессиональных комплектующих (герметики, бутил, силикогель).
Существующий ГОСТ 24866-99 устанавливает минимальный срок службы стеклопакета 5 лет. Наша компания пошла на беспрецедентный шаг,проведя исследования на долговечность в суровых климатических условиях,и получила сертификат соответствия на стеклопакет со сроком службы превышающим 35 лет. Для справки: стеклопакет, изготовленный простым(ручным) способом служит не более 3-4 лет до разгерметизации, что приводит к потере теплоизоляционных свойств и снижению температуры в помещении.
Как изготавливаются пластиковые окна? | Окно у дома
Окна российского производителя Kaleva известны как в нашей стране, так и за её пределами. С момента своего основания компания изготавливает продукцию самого высокого класса, выполняя полный цикл работ: от самостоятельного производства профиля, до сборки элементов в готовую конструкцию.
Производственный процесс максимально автоматизирован, а лаборатория качества контролирует все этапы изготовления. Специалисты Kaleva постоянно работают над созданием новых моделей, характеристики которых позволяют без последствий переносить капризный климат российских регионов и долгое время выдерживать значительные колебания температур (от – 30°С до +30°С) в зависимости от сезона. Отечественные производители предъявляют к своей продукции более строгие требования, чем компании, занимающиеся изготовлением окон в Европе.

Стоит отметить, что предприятие Kaleva реализует окна только частным лицам и принципиально не сотрудничает с подрядными и строительными организациями. Объясняется это тем, что оптовики и крупные строители не заинтересованы в приобретении и установке в зданиях качественных окон. Они стремятся купить дешевле и больше за минимальную стоимость, не заботясь о комфорте будущих обитателей (так называемый эконом вариант). По этой причине завод не «гонит» потоком стандартные конструкции типового размера, а работает с каждым заказом индивидуально.
Индивидуальный подход практически не сказывается на стоимости конечного изделия, так как высокая автоматизация большинства процессов позволяет значительно снизить его себестоимость.
Давайте же разберемся, как устроено производство пластиковых окон.
Производство пластикового профиля

Без профиля, надежно обрамляющего оконный стеклопакет, не обходится ни одно современное бытовое окно. Оно служит своеобразной основой и опорой для стеклянных полотен, а поэтому при его изготовлении нужно учитывать множество значений:
- Уровень изменения объема при температурных колебаниях – коэффициент линейного расширения.
- Надежность – величину максимальных статических и динамических нагрузок.
- Возможность сделать раму максимально узкой – для увеличения рабочей площади конструкции и.т.д.
Правильно рассчитать и соотнести все параметры непросто, а поэтому большинство псевдо-производителей окон работает с готовыми покупными профилями, не заморачиваясь с трудоемким процессом. Они лишь собирают конструкции из готовых профилей и стеклопакетов, а затем продают их покупателям.
На заводе Kaleva производственный процесс организован в полном объеме, включая и экструзионные линии для изготовления пластиковых профилей.
Экструзионная линия

Составляющие линии: экструдер, калибрационный стол, протягивающее устройство, отрезная пила, приёмный стол. P.S. А ведь на кого-то смотрит…
Линия, служащая для производства профилей, состоит из следующих элементов: экструдера, стола для калибровки, протягивающего устройства, пилы для обрезания профиля, стола для приемки.

Сырье для производства — гранулированный или порошкообразный ПВХ
Производятся профили из поливинилхлорида, находящегося в порошкообразном или гранулированном виде. Для экономии материала и максимального снижения количества отходов, в производстве используют также остатки переработанного профиля. Остатки образуются при распиле готового полуфабриката, а также после пробного прогона линии и вывода её на работу по заданным параметрам (достижения нужного уровня белизны и блеска поверхности). Иногда при настройке в отходы уходит до 200 метров профиля, зато после неё производство может не останавливаться в течение нескольких дней.

Запуск экструзионной линии
Одним из важнейших моментов в работе является запуск всей линии. Она может работать несколько дней и останавливаться только для очистки станков или для перенастройки на профили другого вида. После обработки в экструдере, сырой поливинилхлорид попадает в калибраторы. Правильное направление, как правило, задается вручную.
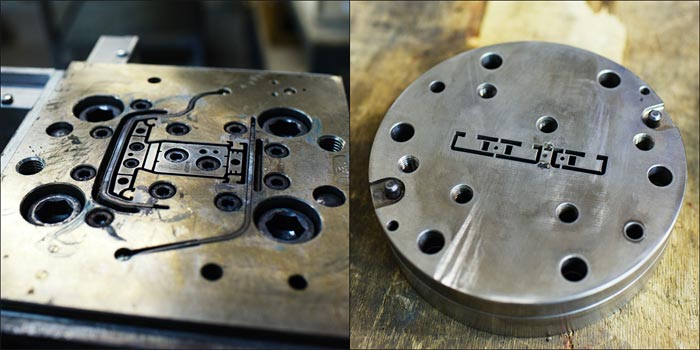
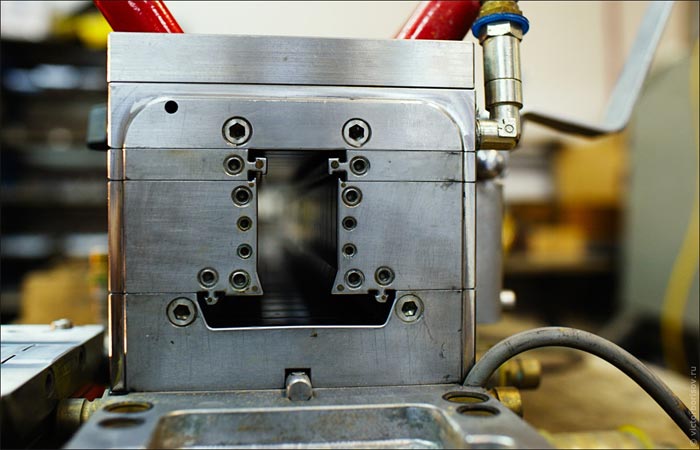
Экструдер состоит из несколько пластин (фильер), через которые выдавливается расплавленная масса ПВХ
Экструдер представляет собой совокупность плоских дисков или пластин с отверстиями, через которые продавливается размягченный ПВХ. Отверстия в пластинах задают форму, которую будет иметь профиль.
Прошедшая экструдерер заготовка подается на калибрацонные столы, состоящие из нескольких калибраторов. Вакуумная среда в этих устройствах притягивает расплавленный материал к поверхностям, улучшающим форму.
Так выглядит калибратор
Чем больше калибраторов установлено на столах, тем качественней получается готовый профиль.
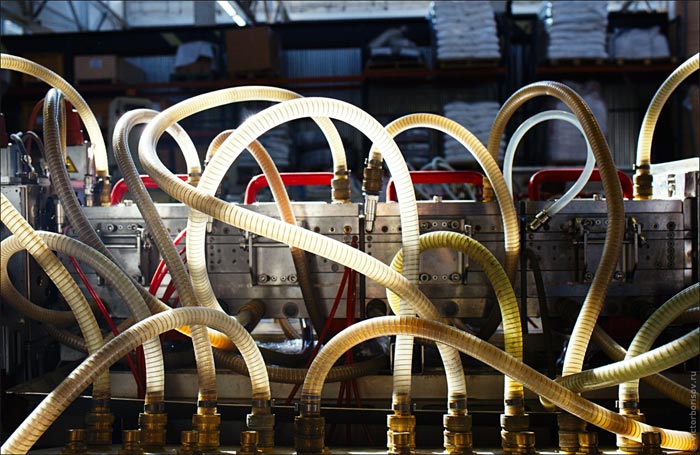
Охлаждающая профиль ванна
После окончательной формовки профили охлаждают в специальных ванных, где постоянно циркулирует холодная вода. Вода для охлаждения проходит несколько ступеней очистки, так как даже маленькая крошка, случайно попавшая на незастывший материал, может испортить профиль. Если такое произошло – вся заготовка отбраковывается и пускается в повторную переработку.

Устройство, вытягивающее уже готовый профиль
После калибровки и охлаждения профиль попадает в протягивающее устройство, где его автоматически вытягивают до нужного размера. Очень важно следить за соответствием скорости выхода заготовки из экструдера и скорости его протяжки – если они не будут одинаковыми, то может нарушиться форма и размеры профиля. На заводе Kaleva процессом управляет специальный сервер, который при необходимости вносит изменения в движение.

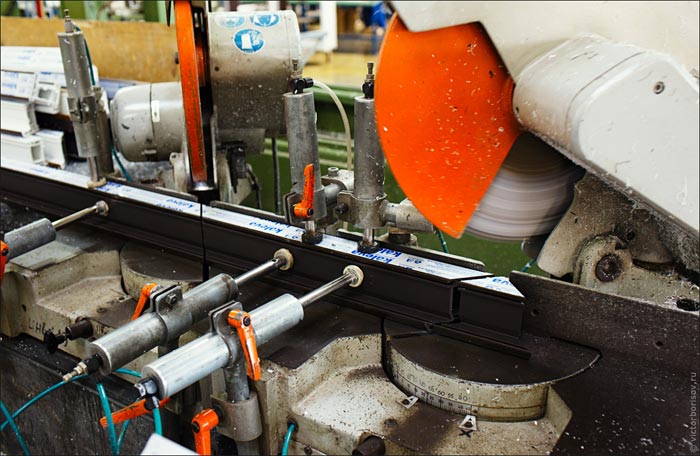
Нарезка профиля с использованием пилы
После вытяжки профиль нарезается на заготовки 6-ти метровой длины при помощи автоматической отрезной пилы. Скорость нарезки очень высока, а процесс не требует остановки линии, поскольку инструмент продвигается одновременно поступающим профилем.
Производство штапиков

Линия по производству штапиков
Линия по изготовлению укрепляющих реек для пластикового окна работает параллельно с производством профилей.

Экструзионная линия по работе со штапиками
Как и в основном производстве, процесс начинает линия экструзии, однако операция на ней проходит в два этапа. На первом этапе изготавливается твердая основа изделия, а затем на неё наплавляется менее жесткий материал. Дальнейший процесс практически не отличается от производства профилей.
Проверка качества

Лаборатория контроля качества
После изготовления каждая партия изделий попадает в лабораторию по контролю качества, которая располагается в отдельном помещении. Её специалисты берут пробы для проверки разных параметров: прочности изделия (в нормальных условиях и при охлаждении), прочности соединительных швов, коэффициента белизны поверхности и других. При непрерывной работе линии образцы для проверки берутся неоднократно в течение суток.
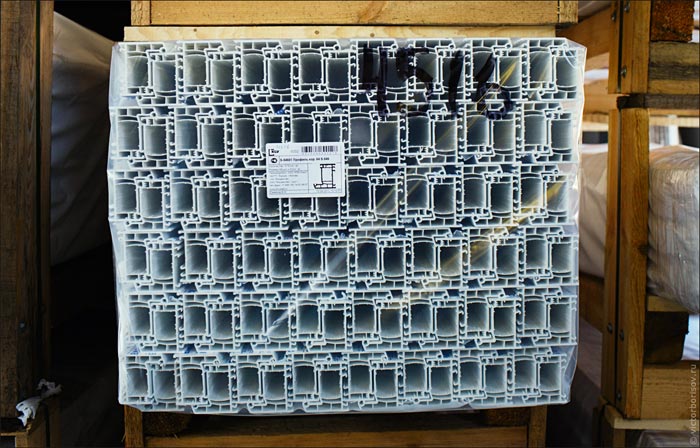
Складированные готовые ПВХ профили будущего окна
Готовый профиль хранят на специальных поддонах.
Изготовление цветных профилей

Возможная цветовая гамма профилей
Так как покупатели все чаще обращают внимание на цветные профили, компания наладила выпуск изделий бежевого и коричневого (темного) оттенков, окраска которых производится в расплавленном состоянии.
При изготовлении окон другого цвета используется ламинирующая пленка. Она же позволяет выпускать рамы с эффектом натурального дерева или придавать им другую объемную фактуру.

Станок, работающий с ламинирующей пленкой
Цветную пленку для рам производитель поставляет в рулонах шириной 50 см и длиной 550-600 метров. На производстве её разрезают в соответствии с размерами, необходимыми для конкретного профиля. При таком подходе пленка используется практически полностью и отходов не остается.

Тот же станок в действии
Перед наклеиванием ламинированной пленки, профиль нагревают специальными лампами и тепловыми пушками. Важно следить за тем, чтобы на поверхность заготовки не попала пыль и мелкий мусор. Пленку смазывают клеем, накладывают на профиль и создают давление для склеивания. После завершения процесса излишки клея убирают с рамы. После полного высыхания пленка так крепко приклеивается к профилю, что оторвать её становится невозможно.

Окрашенный профиль
Окна с цветными рамами, как правило, используют в загородных домах или внутри помещений со специфическим дизайном. На заказ производитель изготовит окно из профиля любого оттенка, входящего в международную таблицу цветов RAL. В этом случае окрашиваться будет ПВХ в расплавленном состоянии специальными красителями, предназначенными для синтетических материалов.
Участок сборки

Цех сборки
Кроме пластикового профиля, важную роль в конструкции играют профили из стали. Они делают окно прочным и жестким. Ленточной пилой металлическим заготовкам придают нужную длину и устанавливают их внутрь пластикового профиля. Подобным способом укрепляют практически все рамные окна. В створках размещают более легкий усеченный профиль.
В некоторых современных моделях стеклопакет вклеивают прямо в пластиковый профиль для увеличения площади остекления. В этом случае он и является дополнительным укрепляющим элементом.
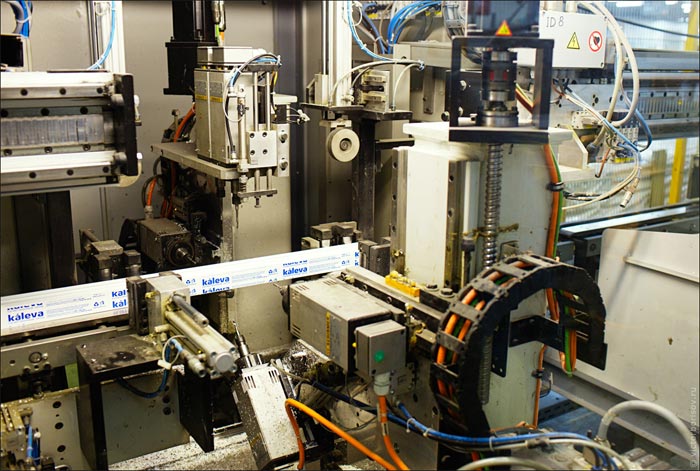
Резка отдельных элементов будущего окна
Нарезка готового профиля на заготовки нужной длины и установка в него стального профиля на заводе практически полностью автоматизирована.
Все элементы окна маркируются – на них наносятся данные о размере и заказчике. На специальное табло поступают данные для оператора, информирующие о последовательности движения заготовок и их размерах. На фотографиях можно увидеть стикеры с информацией, приклеиваемые на изделия, а также последовательность укладки элементов для их дальнейшей развозки.

Cтанок укладывает профиль для последующего развоза по отделам
Автоматизированные системы сами высчитывают требующиеся габариты окна и сваривают детали одновременно с четырех сторон. Это обеспечивает безупречную ровность углов и идеальную форму изделия.

Место работы оператора по нарезке пластикового профиля
Оператор линии следит лишь за тем, чтобы части конструкции присутствовали со всех сторон и были правильно там разложены. Нагрев и сжатие деталей умная машина производит самостоятельно.

Автоматический нагрев торцевых сторон профиля и его сжатие
Склеенную раму конвейер передает на автоматическую площадку для зачистки швов.

На зачистку, становись!
В этом же цеху производят импосты – вертикальные профили, устанавливаемые в оконные проемы. Они могут выполнять чисто декорирующую роль или быть полезными и функциональными элементами: повышать надежность закрывания створок, увеличивать жесткость и прочность конструкции.

Изготовление импоста — перегородки между створками в окнах
Импосты в окна монтируют в ручном режиме.

Подгонка и установка импоста
После импостов окно снабжается уплотнителем – эта работа тоже производится вручную.

Крепление уплотнителя по периметру рамы занимает у рабочего не больше минуты
Завершающая стадия – оснащение изделия фурнитурой и запорными устройствами. Операция автоматизирована полностью.

Конечный этап — установка фурнитурных механизмов
На этом производство рамы завершено.
Изготовление и установка стеклопакета

Стекловозы доставляют на завод заготовки стекла в 5 часов утра
Для производства стеклопакетов используют специальные ударопрочные стекла, которые поступают на производство в виде больших полотен, размером 6,0 х 3,21 м. Стекла таких габаритов относятся к Jumbo формату. Для того чтобы доставить хрупкие изделия на место без повреждений используются специальные фуры-стекловозы, которые имеют особую конструкцию подвесок и внутреннего помещения под грузы, расположенного между передними и задними осями.

Раскрой стекла по данным, обозначенным в программе резки
Разметка и разрезание стекла производятся автоматически. Умный компьютер осуществляет сложные расчеты таким образом, что в результате рабочего процесса практически не остается остатков. Он автоматически анализирует все имеющиеся заявки и оптимально планирует расход материала.
Машина способна самостоятельно нарезать стекла любых габаритов и формы: круги, овалы, дуги, сложные орнаменты. Во время работы поверхность стекла смачивается специальным раствором, облегчающим резку и отделение готовых элементов.

Перед оператором на дисплее схема резки листа
Работник на мониторе видит план нарезки и пронумерованные участки для складывания отрезанных заготовок. Розовая подсветка отмечает линию, над которой ведется работа.
После вырезки стекла устанавливают в специальные пронумерованные секции мобильных стеллажей и увозят на сборку.

Транспортировка нарезанных стекол
Внутреннему разделителю между стеклами (спейсеру) автоматика придает форму прямоугольников. В процессе установки в его полость засыпается влагопоглотитель силика-гель, который не дает отсыревать стеклопакету изнутри. Делается это для того, чтобы воздух (или газ) внутри всегда был сухим и не образовывался конденсат из-за температурных колебаний или изменения давления.

Спейсеры (планочки слева) автоматически сгибаются в прямоугольники
Поверхность спейсера обрабатывают клеем.

На спейсер наносится клеевой состав
В это же время стекла автоматически очищаются на мойке.

На помойку стекол, становись!
К одному из чистых стекол вручную приклеивается спейсер.

Приклейка спейсера к нужному стеклу
В целях повышения теплоизоляции, промежуток между полотнами стеклопакета заполняется аргоном. Сразу после процедуры стекла плотно сжимают, а стыки заделывают герметиком.

Аргон закачивается в стеклопакет под давлением
Готовый стеклопакет отправляется в сушильную камеру.
Приготовление к монтажу стеклопакета

Подготовка к установке стеклопакета
Стеклопакет в раме дополнительно укрепляют штапиком.
Готовое изделие закрывают пленкой, в целях предотвращения попадания на него мусора и пыли в процессе доставки до места установки.

Фиксация стеклопакета штапиком (уменьшаются шансы выпадения стекол)
Перед тем как окно отправляют покупателю, оно проходит испытания в лаборатории. Готовое изделие проверяют на устойчивость к изменениям температуры, герметичность, прозрачность и уровень искажения стеклопакета, стойкость к воздействию бытовых химикатов, качество работы фурнитуры и т.д.

Каждая конструкция обертывается пленкой — своеобразная защита от пыли и загрязнений
Одна из продвинутых разработок компании – окно с внутренними жалюзями. Жалюзи расположены внутри стеклопакета и поэтому не пачкаются, не повреждаются и управляются магнитной системой прямо через стекло. В массовое производство такое окно пока не поступило, но в ближайшее время возможен его серийный выпуск, если испытание опытной партии пройдет хорошо.

Испытательная лаборатория. Столько всего….
В цеху, где производят нестандартные окна по индивидуальным заказам, в большей степени, используется ручной труд. Хотя значительная часть операций и механизирована, имеется комплекс действий, которые требуют выполнения вручную.

Модный вариант стеклопакета — уже со встроенными между стеклами жалюзи
Фотография ниже показывает, как выставляются углы при разрезании элементов для изделия специфической формы.
Профиль под окна нестандартной формы
Именно в этом цеху производят окна круглой, арочной и фигурной формы. Это не так сложно, как кажется. На специальной поверхности профили для фигурной формы собирают, в них вставляют эластичные шнуры, а затем опускают в емкость с горячим глицерином (глицерин используют потому, что он закипает при температуре большей, чем вода). Размягченный профиль вынимают из ванны, придают ему нужную форму и оставляют остывать.

Мастера гнут профиль
Остывшие заготовки сваривают, швы зачищают.

Сварка и зачистка швов
Стеклопакеты закрепляют штапиками, устанавливают фурнитуру – окно необычной формы готово!

Закрепление уплотнительных резинок и всего остального
Если коротко, то именно так выглядят основные этапы и технология производства современных ПВХ окон. Для тех, кто хочет ознакомиться с технологиями более подробно, существует официальный сайт компании, где размещено еще больше интересной и полезной информации.