Методы борьбы с температурной деформацией при сварке
Рассмотрем рекомендации по борьбе с таким эффектом, как температурная деформация металла, возникающая при сварочных работах. В конце статьи будут рассмотрены современные способы решения этой задачи.
Это напряжение возникает вследствие того, что металл нагревается неравномерно и при остывании возникают внутренние напряжения в зоне температурного воздействия. Эти напряжения могут привести к деформации металлического изделия.
Какие существуют способы чтобы при изготовлении изделие из металла не повело при сварке?
1. Последовательность прохождения сварочных швов. Сварку изделий из металла следует производить таким образом, чтобы возникающие напряжения компенсировали друг друга. Это возможно при сварке симметричных швов, при правильном выборе направления наложения швов.
Так же целесообразно в некоторых случаях собрать изделие на прихватки и потом обваривать швы, находящиеся симметрично друг другу относительно нейтральной оси.
2. Предварительный изгиб деталей в противоположную сторону от возникающих при сварке напряжений. Температурная усадка компенсирует эти напряжения и конструкцию не поведет.
3. Выбор режима сварки.
Напряжения, которые возникают в результате сварки, зависят от температуры зоны нагрева металла. Чем выше температура, тем сильнее остаточные напряжения.
Различные режимы сварки происходят при разных температурах, имеют различный объем наплавляемого металла и разную скорость прохождения шва. Чем выше скорость, тем меньше нагревается зона сварки и меньше усадочные напряжения.
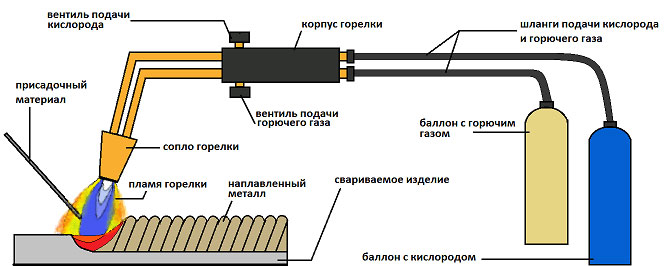
При DIY сварке (кислородно-ацетиленовая сварка) возникают самые большие напряжения, так как она происходит при температуре около 3100 С. Кроме этого данный вид сварки самый медленный, а объем наплавленного металла самый большой.
ММА (ручная дуговая сварка покрытыми электродами) происходит при температуре2400-2700 оС и быстрее чем кислородно-ацетиленовая, с меньшим объемом наплавленного металла.
MIG/MAG (полуавтоматическая сварка в защитных газах) происходит при 1500оС и с еще большей скоростью. Поэтому температурная усадка будет меньше чем при MMA сварке.
4.Предварительный нагрев изделия или зоны деформации.
Самые сильные напряжения в металле возникают при остывании изделия. Величина возможной деформации зависит от теплопроводности и коэффициента линейного расширения металла. Чем ниже теплопроводность, тем более неравномерна зона нагрева и больше деформация. Например, у нержавеющей стали теплопроводность меньше, а коэф. линейного расширения больше чем у черной стали и поэтому деформация больше.
Поэтому для уменьшения напряжений, особенно в легированных сталях, сварку производят в предварительно нагретом состоянии.
5. Сварка в кондукторе.
Изделие закрепляют в жесткой оснастке, таким образом, препятствуя деформации усадки. В металле возникают напряжения, вызывающие пластические деформации. Это позволяет уменьшить температурную усадку. После изъятия детали из кондуктора деформация останется, но она будет меньше на 30% чем при сварке незакрепленной детали. При сварочных работах в кондукторе увеличивается вероятность появления трещин. Это происходит когда пластичности металла недостаточно.
6. Рихтовка металлоизделия после сварки.
Выполняется с помощью домкратов и талей. Возможна правка изделий с помощью молотка или молота. При этом необходимо отслеживать появление трещин и разрывов в металле и сварочных швах.
7. Тепловая правка изделия после сварочных работ.
Способ заключается в нагреве газовыми горелками деформированных участков металлоизделия. Нагревают выпуклую (выгнутую) сторону детали, до такой степени, когда не произойдет пластическая деформация и внутренние напряжения не локализуются. Данный метод эффективно производить совместно с механической рихтовкой (см. п. №6).
Если позволяют размеры, то возможен так же отпуск изделия в печи. При нагреве до 400-500 °С снимается около 50% внутренних напряжений.
При данном способе существуют риски появления коробления изделия. Необходимо чтобы деталь обладала жесткостью и выдерживала температурное воздействие не изменяя своей геометрии.
В заключение несколько общих рекомендации.
Детали, обладающие большей металлоемкостью, ведет при сварке меньше. Например, конструкция из трубы со стенкой 8мм, будет деформироваться меньше чем со стенкой 4 мм.
Иногда целесообразно сварку заменить на альтернативные способы соединения. Это может быть клеевое соединение. Сейчас в продаже существует достаточно большое количество клеев по металлу как российского, так и иностранного производства. Если это допустимо, то можно использовать клепочное соединение.
В некоторых случаях рационально использовать MSG-пайку (пайка на полуавтомате в защитных газах) — которая происходит при температуре 1000 оС
Возможно применение точечной сварки или комбинированного — клеесварного соединения. Данный способ представляет собой точечную сварку и использование клея по металлу.
Все эти способы и методы позволяют успешно бороться с таким явлением, как температурная деформация металлоизделий после сварки.
Рекомендуем ознакомиться со статьями:
Инновационные технологии при сварочных работах
Как сваривать профильные трубы: способы и советы
Сварка — способ соединения деталей, который дает возможность создать конструкцию самой сложной конфигурации – под любым углом и наклоном.
Профильные трубы часто применяют для создания каркаса для теплиц, заборов и других ограждений, беседок и т.д. Все металлические трубы соединяются с помощью сварки различных видов, при выборе требуется учитывать толщину стенок.

Особенности и характеристика профильных труб
Профильные трубы применяются для строительства сооружений различного назначения и находят применение в мебельном производстве.
Использование металла оправдывается небольшими финансовыми затратами, способностью изделий удерживать форму при высоких температурах воды и довольно простым монтажом.
Чаще всего профильные трубы изготавливаются из углеродистых и низколегированных видов стали. Прочность и гладкость материала, как снаружи, так и внутри, обеспечивает комфортную эксплуатацию и долговечность всей созданной системы.

Сечение профиля бывает прямоугольным, квадратным, в виде многогранника или овальным, что обеспечивает высокий запас прочности на излом и сгиб. Но именно из-за особенностей сечения сварка профильных труб имеет определенные нюансы.
Виды сварочных работ для соединения профильных труб
От толщины стенок зависит как способ сварки, так и особенности подготовительного этапа работ:
- Для труб с толщиной стенок от 4 мм и выше, концы изделий обрабатывают фаскоснимателем – под углом от 25 до 50 градусов. Это позволит в будущем создавать несколько слоев сварки, что обеспечивает шву надежность и прочность.
- Тонкие трубы варятся одним швом. Чтобы он получился идеальным, рекомендуется жесткая фиксация изделия. Зажимы снимаются только после полного остывания шва.
- При большом диаметре и толщине, срезы сначала прихватывают по линии соприкосновения и только затем производят основное сваривание.
- Скорость работ должна соответствовать плавке металла без его растекания.
Обратите внимание! Во время работы важно следить, чтобы шлак и капли не попадали в отверстие. Жидкий металл может попасть во внутреннюю часть трубы, что уменьшит ее пропускную способность, здесь будет скапливаться налет, что неизбежно приведет к коррозии.
Для сваривания профильных труб применяют следующие виды сварочных работ:
- контактная сварка;
- электродуговая;
- газовая.
Электродуговая сварка
Особенность этого вида сварочных работ в том, что он дает возможность соединять трубы даже в труднодоступных местах. Выполняется с помощью сварочного аппарата и электродов.
При горении элемент начинает плавиться, расплавляя и обволакивая срезы стыков.

Последовательность работы:
- После соприкосновения с электрода с поверхностью, как только появилась дуга, инструмент быстро отводят на несколько миллиметров выше среза.
- Движения производят плавно вдоль линии соприкосновения, без пропусков, чтобы металл успевал оплавиться, но не стекал каплями.
- По технологии предусмотрено постоянное горение, перерывы позволительны только для смены электрода.
- В конечной точке дугу придерживают пару секунд, чтобы исключить возникновение трещин или расслоения.
Для бытовых, то есть обладающих небольшой мощностью, электросварочных аппаратов, достаточно иметь подключение к однофазной проводке.
Сварочный трансформатор способен преобразовывать переменный ток из домовой сети в постоянный, что и необходимо для сварки. Однако оборудование не в состоянии поддерживать постоянство или стабильность дуги, поэтому часто к нему приобретается выпрямитель.
Для начинающих наиболее удобно производить дуговую сварку с помощью инвертора, потому что в таком случае предусмотрено изменение импульсного режима, при котором исключается залипание электрода, это обеспечивает постоянную силу тока, что стабилизирует длину электрической дуги.

Дуговая сварка дает возможность соединять трубы разными способами: внахлест, встык, под углом, тавровым швом. При этом качество соединения целиком зависит от выбора электрода.
Выбор электродов
Для профильных труб используются электроды, имеющие характеристики, соответствующие металлам или сплавам, а также толщине изделий. От правильно подобранных параметров зависит прочность и качество шва.

Существует два основных вида электродов: плавящиеся и неплавящиеся, для которых дополнительно применяются с присадкой из проволоки оловянной или латунной с добавлением фосфатов.
Диаметр электрода всегда подбирается в соответствии толщиной стенок труб и их диаметром.
Электрод должен быть всегда меньше или равняться толщине профиля:
- диаметр расходника 1,5 мм подходит для изделий толщиной до 2 мм;
- 2 мм – для труб, толщиной от 2 до 3 мм;
- 4 мм — для толщины стенок от 4 до 6 мм.
Важно! При высоких значениях тока дуга появляется на близких расстояниях электрода от поверхности. Без навыка определения длины дуги и необходимой сноровки можно легко прожечь тонкий металл.
Газовая сварка
Используется в случаях, когда нет возможности подключения сварочного оборудования к электричеству. Способ небезосновательно считается затратным: необходимо приобретение баллонов с ацетиленом и кислородом. Также требуется опыт работы.
Газовая сварка подходит для соединения труб со средней или толстой стенками. Тонкие изделия не поддаются обработке – расплавляются, деформируя металл, шов не получается без пропусков.
Для проведения работ необходимо иметь:
- баллон с ацетиленом (бутаном или пропаном) и кислородом;
- редуктор,
- газовую горелку и к ней набор наконечников;
- присадки;
- флюсовый порошок;
- шланги необходимой длины для подачи газа к месту сварки.
Перед сваркой подготовленные срезы покрывают флюсом. Соединение происходит с помощью присадочной проволоки. Тонкостенные трубы рекомендуется по технологии соединять справа налево, с введением присадки вслед за пламенем горелки. Для более 5 мм – уже слева направо и присадочный материал прокладывается перед горелкой.
После окончания работы и остывания швов, их зачищают и покрывают антикоррозийным составом.
Контактная сварка
Метод контактной сварки требует применения специального оборудования. В процессе соединения труб происходит пропускание электротока путем давления электродов на металлическую поверхность, в результате этого металл деформируется и образуется очень прочный шов. Такую сварку проводят для соединения конструкций промышленных объектов.
Рекомендации по выполнению сварки профильных труб
Специалисты рекомендуют соблюдать правила при выполнении сварочных работ при монтаже конструкций из профильных труб для создания более качественных соединений:
- Резку металла лучше производить пилой, предназначенной именно для этих целей, чтобы срез был ровным без выемок и выступов. Все искривления до начала сварки необходимо выровнять.
- Металл не должен быть покрыт окалиной или ржавчиной. Поверхность должна быть чистой и гладкой. Работы выполняются машиной для шлифовки или щетками по металлу.
- До сборки отдельных элементов рекомендуется выложить всю конструкцию и проверить на совместимость и размеры все основные и вспомогательные детали.
- После окончания сварочных работ с использованием крепежей, швам дают остыть и только после этого снимают с фиксации.
Как варить тонкие трубы?
Тонкие трубы лучше варить сразу одним швом, но большинству любителей это не по силу. Новички предпочитают сначала произвести точечную сварку и уже потом переходить к формированию шва.
Обеспечить комфортную и качественную работу таким образом может только инвертор, с установленной силой тока не выше 60 А.
Обратите внимание! Для тонких труб, толщиной менее 2 мм, применяются электроды сечением от 1,5 до 2 мм и классом АНО-21 или МР-3С.
Как соединить профильную трубу под прямым углом
Прежде всего, трубы должны быть правильно обрезаны, а срезы подготовлены к работе. Для надежности все элементы конструкции фиксируются, чтобы под собственной тяжестью труб не произошло смещение. В качестве подсобных приспособлений для установления точности применяются уголки, косынки или магнитные угольники.
Сама сварка проводится в два этапа. Сначала осуществляется черновое соединение, проверяются необходимые линейные значения, положение вертикального элемента. После остывания осуществляют оформление чистового шва.
Сварка профильной трубы – видео уроки
 Сам процесс сварки профильных трубопрокатных изделий занимает намного меньше времени, чем подготовительная работа к нему.
Сам процесс сварки профильных трубопрокатных изделий занимает намного меньше времени, чем подготовительная работа к нему.
Значительную часть подготовительного процесса занимает сборка конструкций и подготовка приспособлений, которые фиксируют заготовки в необходимом положении.
Как осуществляется сварка профильной трубы – видео уроки и фото пособия вы найдете в этой статье.
Есть много разных приспособлений, которые предназначаются для сварочных мероприятий. На промышленных предприятиях, где идет серийное и массовое изготовление, применяют специальное механическое и автоматическое оборудование.
Видео 1
Это транспортные устройства и механизмы для установки и кантовки. В домашнем быту применяют приспособления, сделанные своими руками. Как правило, это универсальные конструкции, которые можно быстро собрать, и надежно зафиксировать в них элементы.Смотрите пошаговую видео инструкцию как самостоятельно сварить калитку из профильной трубы
Процесс сваривания профильной трубы своими руками является довольно сложным делом, на видео можно наглядно проследить все тонкости этого действия. С этой работой не просто справиться даже мастеру с большим опытом.
Получить прочное соединение, соответствующее нужным габаритам не просто. Для того чтобы получить качественный результат необходима длительная подготовка.
Особенности процесса
Видео 2
Сразу следует заметить, что профильные трубы для сваривания очень удобные:- Они изготовлены со стандартными размерами, поэтому их легко совмещать.
- Разновидности сечений дают возможности выбрать деталь для всякого строения.
- Равномерность толщины металла.
- Сварка профильных трубопроводов своими руками проводится с ровненькой кромкой и гладкою поверхностью.
Трудности, которые возникают
- При нагревании заготовки меняют конфигурацию.
- При соединении торцов появляются места высокого напряжения в местах углов углах.
- Частично может перекрываться просвет трубопрокатного изделия застывшим после раскаливания металлом.
ВАЖНО! Если внимательно изучить все сложности технологии, то выполнять варку профиля своими руками можно без затруднений.
Видео 3
Технология сварки + видео инструкция
Качественные результат во многом зависим от того, в какой степени выполнена подготовка. Этот этап включает в себя:
- Подбор деталей с нужным размером и сечением. Подрезание по параметрам выполняют пилой по металлу. После сварочного аппарата кромка не выходит ровной, и в итоге становится сложно работать.
- Далее все трубы необходимо выровнять. На искривленных участках их может «водить».
- Места соединений нужно почистить от ржавых образований. Их чистят до блеска, применяя щетки по металлу. Можно это сделать машинкой для шлифовки.
- Кромку нужно выравнивать так, чтобы при соединении не было больших зазоров. Если это сделать тщательно, то при сваривании не придется тратить много усилий.
- После этого, части нужно уложить в таком положении, в котором они будут располагаться в готовой конструкции. Для проведения сварочных мероприятий монтируемые запчасти желательно дополнительно закрепить в специальном приспособлении. А убирать крепеж можно после того, когда шов остыл.
Когда все детали подготовлены, можно приступать к делу. Здесь применяют два способа:
- Газовая сварка.
- Электрическая сварка.
Видео 4
Как выбрать электроды
Выбрать электроды для сварки профильной трубки поможет нижеприведенная таблица:
| Толщина стенки трубопрокатного изделия (мм) | Диаметры электродов (мм) | Выставляемый ток на аппарате (А) |
| 2 | 1,5 | до 50 |
| 2 или 3 | 2 | от 40 до 80 |
| 2 или 3 | 2,5 | от 60 до 100 |
| 3 или 4 | 3 | от 80 до 100 |
| От 4 до 6 | 4 | от 120 до 200 |
| От 6 до 8 | 5 | от 175 до 250 |
| От 10 до 24 | 5 или 6 | От220 до 300 |
| От 24 до 50 | 8 | от 300 до 400 |
ВАЖНО! Эти значения рекомендательные. Перед началом работы стоит провести тестовое сваривание на отдельном участке трубы, чтобы проверить, насколько качественным получиться произведенный шов. И после этого вам будет ясно, какие электроды для сварки подходят.
Видео 5
Как выполняют соединения
- Деталь фиксируется своими руками на вспомогательном приспособлении.
- Вначале производиться точечное сваривание и трубы прихватываются друг к дружке. Как правило, достаточно это сделать максимум в четырех местах.
- После «прихватки» проверяется положение частей. Если нужно, то позиция меняется ударами молотка.
- После этого варятся стыки соединяемых изделий. При этом валик разогретого металла оформляют в виде шва для сварки.
- Дуга проводится таким путем, чтобы кромка успела расплавиться, а метал при этом, не должен просаживаться.
Смотрите видео уроки для того чтобы иметь наглядное представление о процессе.
Видео 6
Инвертор
Сварка профильных трубопроводов инвертором признана самым надежным способом. Инверторы для сварки – это самый прогрессивный источник питания сварочной дуги.
Преимущества этих аппаратов состоят в их небольших габаритах и небольшой массе, это значительно меньше, чем у аппаратов, изготавливаемых ранее.
Видео 7
Эта технология сварки профильных трубопроводов позволяет ускорить процесс работы и качество готовых сооружений.Газовая сварка
Видео 8
Соединение своими руками профильных труб газовой сваркой, очень отличается от электрической. Подготовительная работа к процессу оналогичная. Только все поверхности для состыковки покрывают порошком-флюсом. И готовят присадочную проволоку.
Соединение. Его выполняют двумя способами:
- Тонкостенные изделия соединяют справа налево.
- Если стенки свыше 5 мм – слева направо.
При работе постоянно нужно контролировать положение деталей. Когда трубы остывают, шов зачищается абразивом и на него наносится антикоррозийное покрытие.
Соединение своими руками труб без сварки
Малогабаритные каркасные сооружения собирают без сваривания. При этом соединение профильной трубы без сварки производят с использованием специального приспособления.
Видео 9
Краб-системы
Представляют собой устройства в виде специального хомута в форме краба, который ставиться в конкретное место и соединяет определенный участок профиля. Такое устройство состоит из двух частей, они соединяются гайками и болтами.
 В собранном варианте такое устройство образует прямоугольную или квадратную форму, его размеры позволяют плотно обхватывать трубопрокатное изделие со всех сторон.
В собранном варианте такое устройство образует прямоугольную или квадратную форму, его размеры позволяют плотно обхватывать трубопрокатное изделие со всех сторон.
Самые популярные хомуты с размером 95х95 мм. Они дают возможность произвести надежные соединения, и гарантируют качественный и прочный крепеж сооружений.
Изготавливают эти приспособления из оцинкованного, или покрытого составом порошка металла.
Преимущества использования краб-системы
Они дают возможность за короткое время собрать или разобрать сооружение. Все трубопроводы с такими соединением превращаются в разборные.
Крепление профильной трубы без сварки краб-системами, пользуются большой популярностью. С такими соединениями сооружение можно не только быстро переместить, но и сконструировать что-то новое.
ВАЖНО! По показателям прочности такие хомуты-крабы не уступают сварному варианту стыка, но после сварки крепление разобрать нельзя.
Также к достоинствам этих крепежей относят и то, что строение возводиться с небольшими финансовыми вложениями.
Как, недостаток можно выделить тот момент, что крепить им можно трубы небольших размеров.
Хомуты
Используется для профиля к постройке-изгороди. Устройство имеет прямоугольную форму и его составляют две части. Одну из них вкручивают в стенку и вставляют туда трубу. Второй частью труба фиксируется (хомутом и болтами).
Фитинги
 Еще одним способом, как соединить профильные трубы без сварки, являются фитинги. Их применяют в тех ситуациях, когда нужно сделать ответвление и загибы. Они являются неподвижным крепежом для стыка и торца. Эти крепежи могут быть таких видов:
Еще одним способом, как соединить профильные трубы без сварки, являются фитинги. Их применяют в тех ситуациях, когда нужно сделать ответвление и загибы. Они являются неподвижным крепежом для стыка и торца. Эти крепежи могут быть таких видов:
- Тройники и крестовины. Их используют для ответвления, и они соединяют изделия разного и одинакового размера.
- Угольники. Их применяют, когда нужно изменить направление трубомагистрали.
- Муфты. Они ставятся в месте стыковки.
Теперь вам известно, как осуществить сварку профильной трубы, а видео уроки помогут дать наглядное представление. Так же мы разобрали, какие способы соединения существуют. Используя данную информацию, вы справитесь с работой легко и быстро.
Как правильно варить профильные трубы электросваркой и какими электродами
Для создания прочных и легких конструкций из профильных труб применимы три метода сварки: электродуговая, контактная, газовая. У каждого есть свои особенности, недостатки, преимущества.
Прокат можно соединять под любым углом, в любой плоскости, при этом не нарушается целостность профиля, не повреждается внутренняя поверхность. При сварке профильной трубы необходимо учитывать толщину стенки.
Особенности и характеристики профильных труб
Пустотелый прокат различного профиля производится из низкоуглеродистых или низколегированных сталей. По сечению профиль подразделяется на:
- овальный;
- плоскоовальный;
- многогранный;
- прямоугольный;
- квадратный.

Разновидности профильных труб
Наибольшей популярностью пользуется квадратная труба из-за равномерно распределённых ребер жесткости и легкости монтажа. Из нее выполняют лестничные перила, уличные конструкции, каркасы ворот, теплиц, элементов городской среды: беседок, скамеек, игрового инвентаря. Пустотелый прокат при низком удельном весе отличается большой прочностью, металлоконструкции способны выдерживать большие динамические и статические нагрузки, если качественно выполнен стык.
Виды сварочных соединений профильных труб
Выбор метода и температурного режима обусловлен толщиной стенок труб, так как деформационное напряжение у профиля выше, это особенно актуально для торцевого крепления, важно, чтобы конструкцию не повело.
Методы сварки:
- Дуговая, применяется для проката со стенкой от 2 до 6 мм.
- Газовая, не применяется для тонкостенного проката из-за быстрого расплава стали с последующей деформацией.
- Контактная, требует специального оборудования.
Электродуговая сварка
Такой метод позволяет создавать крепеж в любых, даже труднодоступных частях конструкции. Для работы необходимо использовать электроды и аппарат. Работу реально выполнить своими руками, основные ее этапы:
- При касании электродом металла появляется дуга, в этот момент необходимо быстро отвести руку с держателем от рабочей зоны;
- Плавными движениями постепенно наплавляют шов, важно, чтобы металл не скапывал, а растекался по поверхности равномерно;
- Процесс спайки непрерывный, пауза делается только при смене электрода.
- В финишной точке шва, чтобы не было трещин на металле, оставляют дугу на пару секунд, только затем отводят руку.
Возможные виды крепления электросваркой:
- тавровое;
- двух поверхностей внахлест;
- под углом;
- стыковое.
Выбираем электроды для дуговой сварки
Они бывают двух видов:
- образующие расплав при температуре дуги, таким электродом заполняют пространство между кромок;
- жаропрочные, не расплавляющиеся от температуры дуги, в этом случае необходимо дополнительно применять припои.
Особенности выбора:
- сварка инвертором осуществляется электродами типа ОЗЛ, пригодными для нержавеющих сталей;
- какими электродами варить 2 мм профиль – только неплавящимися вольфрамовыми, с сечением не выше 1,5 мм;
- для стенки от 2 до 3 мм нужен 2 мм электрод;
- если толщина от 4 до 6 мм, выбирают 4-х миллиметровые следующих марок: УОНИ-13/55 с основным видом обмазки; МР-3, они легко зажигаются; АНО – универсальные.
Газовая сварка
Поверхности варятся при возгорании смеси ацетилена и кислорода, шов образуется за счет флюса и сварочной проволоки. Газовая сварка используется только для профиля со средней и толстой стенкой, при соединении тонкостенных профилей возможно прогорание и деформация шва. Описание процесса:
- На свариваемые поверхности наносят флюс;
- Присадочная проволока при сваривании тонких стенок вводится в разогретый шов справа налево за горелкой, для толстостенных швов в обратном направлении, до нагрева металла;
- Образовавшийся стык освобождают от окалины, проводят его зачистку, делают антикоррозионную обработку.

Газовая сварка профильной трубы
Контактная сварка
Этот способ считается наиболее надежным, основан на молекулярном скреплении двух стенок трубы. Слои металла разогреваются насквозь электрической дугой, затем путем сжатия образуется диффузионный слой однородной структуры. Такой вид сварки требует специального оборудования, поэтому в быту не встречается.
Полезные советы
Качество соединения зависит от соблюдения технологии. Необходимо учитывать особенности подготовки поверхности: ее необходимо обезжирить, зачистить, проверить ровность кромки, со стенок свыше 4 мм для дуговой предварительно снимают фаску. При газовой горелку не держат в определённом положении, а раскачивают.
Как сварить профильную трубу под 90 градусов
Для правильного распределения нагрузки при монтаже конструкции делается расчет сварки углом по специальным формулам. Чаще при монтаже делается соединение под 90°.
Как правильно варить профиль под прямым углом:
- Нужна ровная поверхность, на ней укладывают фрагменты конструкции.
- Затем правильно делаются срезы, для точности используют магнитные угольники, косынки.
- После подготовки поверхности узел фиксируется.
- Прихватывается в нескольких точках, только после этого делается основной шов.
Как варить тонкие трубы
Важно понимать, что нужно делать, чтобы не прожечь трубу:
- не использовать газовый метод;
- при дуговой сварке правильно выбирать электроды;
- сила тока для сваривания тонкостенных профилей не должна быть выше 60 А;
- удобно применять технику отрыва – делать точечный шов;
- «вкладыши» обеспечивают ровного стыковое скрепление без прожогов.
Сварка встык
Для прочного соединения сначала рекомендуют в нескольких местах прихватить профиль. Обварка тонких стенок делается однократным проходом, толстые проходят электродом многократно.
Как сваривать профильные трубы: особенности, способы
На чтение 4 мин.
Из профильных труб изготавливаются металлоконструкции, которые используются в разных сферах жизни человека. Это могут быть ограждения, каркасы гаражей, парников. Самый надежный способ соединения металлических деталей — сварка. Узнав, как сваривать профильные трубы, можно без труда самостоятельно изготавливать металлоконструкции своими руками.
 Сварка профильной трубы аргоном
Сварка профильной трубы аргономХарактеристика профильных труб
Каркасы из профильной трубы изготавливаются на различных предприятиях, в мастерских. У подобных изделий есть ряд преимуществ:
- низкая цена;
- устойчивость к воздействию воды;
- отсутствие деформации при низких, высоких температурах.
Профильные трубки изготавливаются из низколегированной или углеродистой стали. Сечение бывает квадратным, овальным, прямоугольным, треугольным, сложной формы. Чем больше ребер жесткости, тем прочнее детали.
Способы сварки
Существуют определенные особенности, которые важно учесть перед началом сварочных работ:
- Если диаметр трубки большой, перед созданием основного шва соединяемые детали прихватывают отдельными точками.
- Выполнять работы с такой скоростью, чтобы металл плавился, но не растекался.
- Для соединения двух трубок малого диаметра, их предварительно фиксируют друг напротив друга в тисках. Шов накладывается без перерывов.
- Если толщина стенок у изделий более 4 мм, с соединяемых торцов снимают фаску. Для этого применяется специальный инструмент — фаскосниматель.
При сваривании важно позаботиться о том, чтобы расплавленные капли металла, шлак не попадали внутрь трубок. На месте застывших капель будет скапливаться налет, мусор, что приведет к быстрому износу детали.
Контактная
Для контактной сварки используется инверторный аппарат. Во время рабочего процесса, через детали пропускается ток, на место соединение мастер давит электродом. Металл плавится, образуется прочный шов. Сварка профильных труб инвертором применяется для изготовления промышленных металлоконструкций.
Электродуговая
Эта технология сварочных работ применяется для соединения деталей в труднодоступных местах. Для изготовления прочного шва понадобится сварочный аппарат, электроды. Пошаговая инструкция выполнения работ:
- Прикоснуться электродом к металлической поверхности. Дождаться появления дуги, отвести кончик электрода на несколько миллиметров от заготовки.
- Выполнять плавные движения по месту стыковки, чтобы металл плавился равномерно.
- Не делать перерывов. Задержки допускаются только для смены электродов.
Когда шов практически закончен, нужно удерживать расходник две секунды на конечной точке, чтобы не появилось трещин.
 Электродуговая сварка профильной трубы
Электродуговая сварка профильной трубыГазовая
Перед проведением работ нужно подготовить инструменты:
- редуктор для газового баллона;
- баллоны с кислородом, ацетиленом;
- газовую горелку;
- флюсовый порошок, присадочный материал;
- несколько шлангов для подключения оборудования.
С помощью этого оборудования можно сделать прочное соединение между деталями со средней, большой толщиной стенок. Пошаговая инструкция:
- Болгаркой обрезать трубы.
- Покрыть срезы флюсом.
- Направить пламя на соединяемое место.
- Медленно подавать присадочный материал в нагреваемое место.
Когда работа будет выполнена, нужно зачистить готовый шов от шлаков, покрыть его антикоррозийным составом.
Выбор режима сваривания и вида электродов
Чтобы варить профильную трубу, нужно правильно настроить оборудование, выбрать электроды. Оптимальная сила тока для плавки тонкостенного металла — 60 А. Увеличить этот показатель можно только для толстостенных деталей.
Существует несколько типов электродов:
- МР-3С;
- ОЗС-12;
- АНО-4;
- УОНИ-13/55.
Перед покупкой желательно посоветоваться с продавцом или знакомыми сварщиками.
Рекомендации по выполнению сварки
При сваривании труб своими руками нужно соблюдать несколько правил:
- Чтобы сделать ровный срез, нужно пользоваться болгаркой с соответствующим диском. Неровности можно исправить напильником или наждачной бумагой.
- Окалины, ржавчину убирают машинкой для шлифовки.
- Проверить размеры элементов. Для этого нужно сложить их вместе на верстаке.
Когда сварка окончена, требуется дать швам остыть, очистить их от шлака.
Как варить тонкие трубы?
Тонкостенные изделия должны свариваться одним швом, без дополнительных точек. Для этого нужно закрепить две детали напротив друг друга на расстоянии 2–3 мм и начать выполнять работы.
Соединение под прямым углом
Не многие начинающие сварщики знают, как сварить профильную трубу под 90 градусов. Сначала нужно ровно обрезать трубки. Далее детали зажимаются в тисках под нужным углом. Проводится точечная черновая сварка по контуру будущего шва. Далее нужно сверить размеры, чтобы угол остался в исходном положении. После этого обварить детали по намеченному контуру сплошным швом.
 Сварка под прямым углом
Сварка под прямым угломВозможные ошибки
Иногда при нагревании прожигается профиль. Чтобы избежать этого, нужно выполнить ряд действий:
- Вставить внутрь трубы металлический брусок по размеру отверстия.
- Не останавливать электрод в одном месте.
- Понизить мощность выходного тока.
- Провести предварительную сварку точками, затем соединить их сплошным швом.
Можно заранее потренироваться в проведении работ на черновых деталях.
Из профильных труб изготавливаются различные металлоконструкции. Чтобы делать их своими руками, нужно освоить рабочий процесс с использованием сварочного аппарата. Ознакомившись с нюансами, можно сделать прочное соединение без особых сложностей.
Видео
Как заварить профильную трубу и не прожечь:
Как варить профильную трубу 1.5 мм: