Станки для производства окон ПВХ
СодержаниеПластиковые окна, практически вытиснившие из обихода аналоги из дерева, являются крайне востребованным товаром, производство которого может принести немалый доход. В данной статье мы расскажем вам про оборудование, используемое для изготовления ПВХ окон.

Распиловочный станок для оконного профиля
Будут рассмотрены разновидности станков, их устройство, принцип работы и функциональное назначение. Приведена технология производства ПВХ окон и даны советы по выбору и эксплуатации оборудования.
Читайте также: станок для производства вагонки своими руками.
Технология производства ПВХ окон
Технологический процесс изготовления пластиковых окон состоит из следующих этапов:
- Подготовка профиля — хлысты из ПВХ и металлический несущий профиль раскраиваются на заготовки требуемых размеров, от точности нарезки во многом зависит качество будущих изделий.
- Фрезерование каналов — на поверхности металлического профиля формируются пазы и канавки по трем контурам: по внутренней кромке створки (под установку стеклопакета), на лицевой части рамы и под углом к стеклопакету (для уплотнителей).
- Соединение профилей — металлический профиль, выполняющий несущую функцию, размещается внутри ПВХ оболочки. Части конструкции фиксируются друг с другом с помощью саморезов.
- На внутренней части рамы — створке, посредством фрезерования формируются посадочные гнезда под замок и ручку.
- Фрезеруются кромки рамы под установку импостов — вертикальных и горизонтальных разделителей. На торцевых частях прокладываются линии пазов, в которых импост фиксируется посредством механических соединителей.

Цех по производству ПВХ окон
- Свариваются две части окна — рама и створка, подготовленные на предыдущих этапах. Режим сварки и технологические особенности операции указываются поставщиком металлического профиля, согласно им настраивается используемое оборудование. Важными параметрами являются время прогрева, выдержки и сила сжатия деталей при стыковке.
- По завершению соединения на линии сварного шва остается наплыв, который уделяется на зачистном оборудовании. Такие станки оснащены фрезами под разные типоразмеры оконного профиля.
- Выполняется нарезка штапиков — пазов, на которые в раме фиксируется стеклопакет.
- Установка стеклопакетов и фурнитуры — это последний этап, по завершению которого проверяется работоспособность и качество сборки готового изделия.

Для открытия цеха по производству ПВХ окон необходимо помещение площадью около 200 м2 и высотой потолков не мене 3 м. Практически все оборудование работает от трехфазной электросети 380В. Ключевым фактором является наличие эффективной системы вытяжки или вентиляции, поскольку в процессе сварки профилей плавится поливинилхлорид и выделяются вредные для человека испарения.
к меню ↑
Производственный процесс (видео)
к меню ↑
Требуемое оборудование
Комплект необходимых станков обойдется вам по меньшей мере в 15 тыс. долларов (если приобретать новое оборудование а не бу). Стоимость требуемых агрегатов сильно разнится в зависимости от их производительности и функциональных возможностей, цена может доходить до нескольких сотен тысяч за полностью автоматизированную производственную линию.
Перечень требуемого оборудования можно условно разделить на следующие группы:
- основные станки;
- пневматический инструмент и оборудование;
- вспомогательное оборудование;
- ручные инструменты.
Рассмотрим каждую из них подробнее.
к меню ↑
Основные станки
Для нарезки профилей необходимо иметь усорезную пилу, при чем желательно сразу два отдельных агрегата — первый для работы с ПВХ профилем, второй — для резки металлических рам. Существуют следующие разновидности усорезных пил:
- настольные агрегаты маятникового типа;
- стационарная пила с пневматическим прижимным устройством;
- одноголовочная фронтальная пила и двухголовочный аналог.
Для резки импоста, эркеров и подставочных профилей оптимально подходит одноголовочная пила, для работы со металлическими рамами и створками — двухголовая (хорошие модели — Yilmaz KD 405 и Emmegi Norma). Длина закупаемого у производителя профиля может варьироваться в пределах 5.6-6.5 метров, в целях минимизации количества отходов лучше всего брать профиль 6.5.

Emmegi Norma
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»5929285318″>
Если вы планируете организовать крупное производство, в качестве альтернативы усорезной пиле имеет смысл рассматривать ленточную пилу. Данный станок позволяет резать сразу несколько профилей одновременно, что значительно увеличивает производительность цеха.
Также необходим дренажный станок, посредством которого в профиле будут формироваться дренажные пазы (канавки для отвода влаги). Данную операцию не первых парах можно выполнять с помощью специального ручного инструмента, а по мере поступления средств приобрести полноценный стационарный агрегат. Оборудование для фрезерования дренажных каналов классифицируется на 2-ух и 3-ех шпиндельное. Проверенным станком с 2-мя шпинделями является модель Omurzak UST-3000.
Для крепления ПВХ профиля к пластиковой раме нужен шуруповерт. Это может быть как ручное оборудование, так и стационарный агрегат. Среди напольных станков выделим модели Aluma SE-1 и Haffner AS21 — в них полностью автоматизированы как процессы подачи саморезов, так и их закручивание, оператору необходимо лишь подавать и фиксировать на рабочем столе заготовку с помощью пневмоприжимов.

Aluma SE-1
Отверстия под ручку и замок формируются на копировально-фрезерных станках. Для небольшого производства рационально взять настольный агрегат с механическими прижимами, на нем можно делать отверстия под замок, однако тройное отверстия для ручку потребуется формировать в ручную посредством дрели. Рекомендованные модели — Gemma Mill 370 и Forces Mactar. Если бюджет не ограничен, то лучше купить стационарный станок с пневноприжимами и трешпиндельной рабочей головкой, по типу Atlas MAK-AT550.
Сварочный станок для окон ПВХ, посредством которого будет собираться рама окна из отдельных частей профиля, может быть одно либо двуголовочным. Если объемы производства не превышают 1500 п.м профиля в месяц, можно обойтись одноголовочным агрегатом. Такой станок работает в автоматическом режиме, сваривая профили под заданным углом, лишь после стартовой настройки, которую должен выполнять квалифицированный специалист. Распространенными моделями являются — Atlas MAK CN-1, Aluma Apollo 1A.

Aluma Apollo 1A
Образовавшийся после сварки наплав необходимо зачистить. Сделать это можно посредством пневматической зачистной машинки, однако на крупном производстве не обойтись без станка для трехсторонней зачистки. Ножи данного оборудования обрабатывают профиль с лицевых поверхностей, а вспомогательная фреза — с угла. Более простым вариантом является 2-ух сторонний зачистной станок, однако угол рамы нужно будет обрабатывать вручную пневматической машинкой. Проверенной моделью 3-ех сторонней зачистки является MLA PL13, 2-ух стороннего — MLA-15.
Для нарезки штапика можно использовать обычную маятниковую пилу, как делают в условиях небольшого производства, однако на таком оборудовании выполнять это неудобно и долго. На рынке представлены специальные пилы-штапикорезы, оснащенный копировальным устройством и рольгангом. Штапикорезы классифицируются на три разновидности — ручные, стационарные с ручной подачей и с автоматической подачей. Последний вариант является наиболее производительным. Рекомендованная модель — Pertici BS-771.

Daizer Wintest 2
По завершению сборки необходимо выполнять проверку работоспособности конструкции и регулировку фурнитуры, что удобно делать на специальном стенде остекления. Существуют стенды с системой вертикального подъема и без нее, данная функция дает возможность поднять окно на удобную для осмотра высоту. Владельцы мелких цехов без зазрения совести могут экономить на стенде, крупному же производству порекомендуем модели Daizer Wintest 2 и Urban KV1800.
Читайте также: «Разновидности и технология сварки швов — потолочных, горизонтальных, вертикальных».
к меню ↑
Вспомогательное оборудование и инструмент
Вкратце рассмотрим разновидности вспомогательного оборудования, без которого производство пластиковых окон не сможет функционировать. Вам потребуется приобрести:
- Пневматический инструмент — дрели, бормашинки (для фрезерования пазов под уплотнительные материалы), сдувные пистолеты, шуруповерты.
- Компрессор. Мощность компрессора подбирается исходя из совокупного объема потребления сжатого воздуха работающим в цехе пневматическим оборудованием. Для цеха, производящего 30-40 окон за смену, примерные характеристики устройства будут такими: объем ресивера — 500 л, давление подачи — 10 Бар, производительность — 1000 л/мин. В дополнение к компрессору нужно будет купить магистральные фильтры (тонкой и грубой очистки), осушитель.
- Сборочные столы — как минимум 2 шт. Оптимальная высота стола — 90 см, ширина — от 140 до 160 мм, длина — 3-4 метра.
- Сталлажи для хранения профилей (металлического и ПВХ), уплотнительных материалов и стеклопакетов.
- Тележки для перевозки готовой продукции и заготовок.
Сборочный стол и стеллажи для профилей

Также нужно будет обзавестись ручным инструментом — безинцерционными молотками, остеклительными лопатками, вакуумными стеклосъемниками, роликами для закатки уплотнительных материалов.
data-full-width-responsive=»true»
data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
Как делают пластиковые окна. Полный цикл изготовления на примере завода Kaleva
Из статьи Вы узнаете:
Окна российского производителя Kaleva известны как в нашей стране, так и за её пределами. С момента своего основания компания изготавливает продукцию самого высокого класса, выполняя полный цикл работ: от самостоятельного производства профиля, до сборки элементов в готовую конструкцию.
Производственный процесс максимально автоматизирован, а лаборатория качества контролирует все этапы изготовления. Специалисты Kaleva постоянно работают над созданием новых моделей, характеристики которых позволяют без последствий переносить капризный климат российских регионов и долгое время выдерживать значительные колебания температур (от – 30°С до +30°С) в зависимости от сезона. Отечественные производители предъявляют к своей продукции более строгие требования, чем компании, занимающиеся изготовлением окон в Европе.

Стоит отметить, что предприятие Kaleva реализует окна только частным лицам и принципиально не сотрудничает с подрядными и строительными организациями. Объясняется это тем, что оптовики и крупные строители не заинтересованы в приобретении и установке в зданиях качественных окон. Они стремятся купить дешевле и больше за минимальную стоимость, не заботясь о комфорте будущих обитателей (так называемый эконом вариант). По этой причине завод не «гонит» потоком стандартные конструкции типового размера, а работает с каждым заказом индивидуально.
Индивидуальный подход практически не сказывается на стоимости конечного изделия, так как высокая автоматизация большинства процессов позволяет значительно снизить его себестоимость.
Давайте же разберемся, как устроено производство пластиковых окон.
Производство пластикового профиля

Без профиля, надежно обрамляющего оконный стеклопакет, не обходится ни одно современное бытовое окно. Оно служит своеобразной основой и опорой для стеклянных полотен, а поэтому при его изготовлении нужно учитывать множество значений:
- Уровень изменения объема при температурных колебаниях – коэффициент линейного расширения.
- Надежность – величину максимальных статических и динамических нагрузок.
- Возможность сделать раму максимально узкой – для увеличения рабочей площади конструкции и.т.д.
Правильно рассчитать и соотнести все параметры непросто, а поэтому большинство псевдо-производителей окон работает с готовыми покупными профилями, не заморачиваясь с трудоемким процессом. Они лишь собирают конструкции из готовых профилей и стеклопакетов, а затем продают их покупателям.
На заводе Kaleva производственный процесс организован в полном объеме, включая и экструзионные линии для изготовления пластиковых профилей.
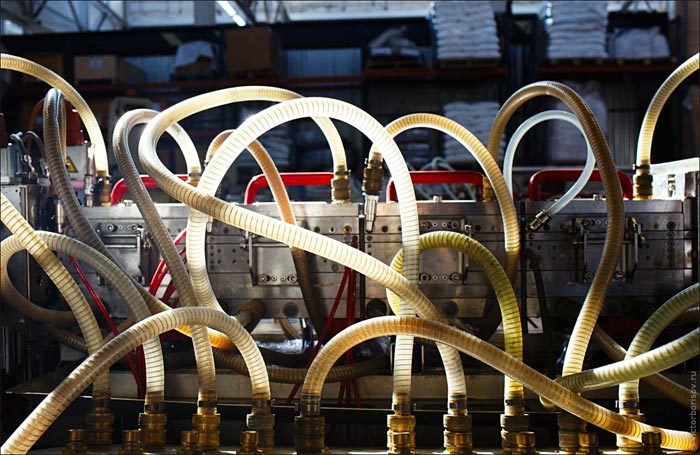
Экструзионная линия

Составляющие линии: экструдер, калибрационный стол, протягивающее устройство, отрезная пила, приёмный стол. P.S. А ведь на кого-то смотрит…
Линия, служащая для производства профилей, состоит из следующих элементов: экструдера, стола для калибровки, протягивающего устройства, пилы для обрезания профиля, стола для приемки.

Сырье для производства — гранулированный или порошкообразный ПВХ
Производятся профили из поливинилхлорида, находящегося в порошкообразном или гранулированном виде. Для экономии материала и максимального снижения количества отходов, в производстве используют также остатки переработанного профиля. Остатки образуются при распиле готового полуфабриката, а также после пробного прогона линии и вывода её на работу по заданным параметрам (достижения нужного уровня белизны и блеска поверхности). Иногда при настройке в отходы уходит до 200 метров профиля, зато после неё производство может не останавливаться в течение нескольких дней.

Запуск экструзионной линии
Одним из важнейших моментов в работе является запуск всей линии. Она может работать несколько дней и останавливаться только для очистки станков или для перенастройки на профили другого вида. После обработки в экструдере, сырой поливинилхлорид попадает в калибраторы. Правильное направление, как правило, задается вручную.

Экструдер состоит из несколько пластин (фильер), через которые выдавливается расплавленная масса ПВХ
Экструдер представляет собой совокупность плоских дисков или пластин с отверстиями, через которые продавливается размягченный ПВХ. Отверстия в пластинах задают форму, которую будет иметь профиль.
Прошедшая экструдерер заготовка подается на калибрацонные столы, состоящие из нескольких калибраторов. Вакуумная среда в этих устройствах притягивает расплавленный материал к поверхностям, улучшающим форму.

Так выглядит калибратор
Чем больше калибраторов установлено на столах, тем качественней получается готовый профиль.
Охлаждающая профиль ванна
После окончательной формовки профили охлаждают в специальных ванных, где постоянно циркулирует холодная вода. Вода для охлаждения проходит несколько ступеней очистки, так как даже маленькая крошка, случайно попавшая на незастывший материал, может испортить профиль. Если такое произошло – вся заготовка отбраковывается и пускается в повторную переработку.

Устройство, вытягивающее уже готовый профиль
После калибровки и охлаждения профиль попадает в протягивающее устройство, где его автоматически вытягивают до нужного размера. Очень важно следить за соответствием скорости выхода заготовки из экструдера и скорости его протяжки – если они не будут одинаковыми, то может нарушиться форма и размеры профиля. На заводе Kaleva процессом управляет специальный сервер, который при необходимости вносит изменения в движение.

Нарезка профиля с использованием пилы
После вытяжки профиль нарезается на заготовки 6-ти метровой длины при помощи автоматической отрезной пилы. Скорость нарезки очень высока, а процесс не требует остановки линии, поскольку инструмент продвигается одновременно поступающим профилем.
Производство штапиков

Линия по производству штапиков
Линия по изготовлению укрепляющих реек для пластикового окна работает параллельно с производством профилей.
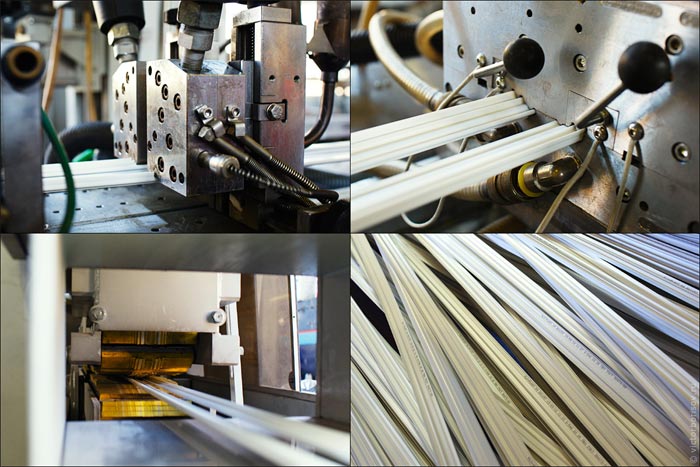
Экструзионная линия по работе со штапиками
Как и в основном производстве, процесс начинает линия экструзии, однако операция на ней проходит в два этапа. На первом этапе изготавливается твердая основа изделия, а затем на неё наплавляется менее жесткий материал. Дальнейший процесс практически не отличается от производства профилей.
Проверка качества

Лаборатория контроля качества
После изготовления каждая партия изделий попадает в лабораторию по контролю качества, которая располагается в отдельном помещении. Её специалисты берут пробы для проверки разных параметров: прочности изделия (в нормальных условиях и при охлаждении), прочности соединительных швов, коэффициента белизны поверхности и других. При непрерывной работе линии образцы для проверки берутся неоднократно в течение суток.
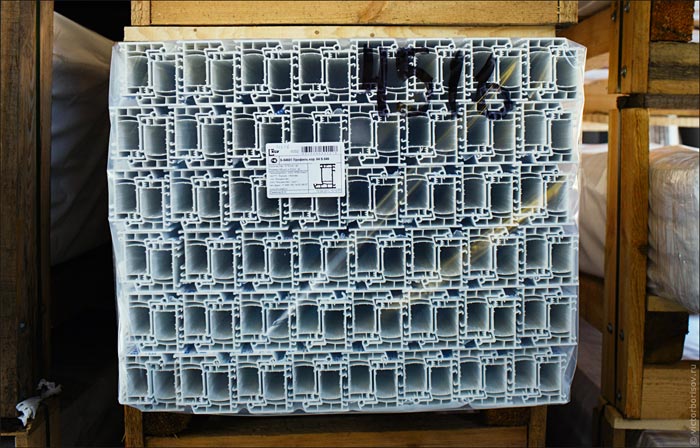
Складированные готовые ПВХ профили будущего окна
Готовый профиль хранят на специальных поддонах.
Изготовление цветных профилей

Возможная цветовая гамма профилей
Так как покупатели все чаще обращают внимание на цветные профили, компания наладила выпуск изделий бежевого и коричневого (темного) оттенков, окраска которых производится в расплавленном состоянии. При изготовлении окон другого цвета используется ламинирующая пленка. Она же позволяет выпускать рамы с эффектом натурального дерева или придавать им другую объемную фактуру.

Станок, работающий с ламинирующей пленкой
Цветную пленку для рам производитель поставляет в рулонах шириной 50 см и длиной 550-600 метров. На производстве её разрезают в соответствии с размерами, необходимыми для конкретного профиля. При таком подходе пленка используется практически полностью и отходов не остается.

Тот же станок в действии
Перед наклеиванием ламинированной пленки, профиль нагревают специальными лампами и тепловыми пушками. Важно следить за тем, чтобы на поверхность заготовки не попала пыль и мелкий мусор. Пленку смазывают клеем, накладывают на профиль и создают давление для склеивания. После завершения процесса излишки клея убирают с рамы. После полного высыхания пленка так крепко приклеивается к профилю, что оторвать её становится невозможно.

Окрашенный профиль
Окна с цветными рамами, как правило, используют в загородных домах или внутри помещений со специфическим дизайном. На заказ производитель изготовит окно из профиля любого оттенка, входящего в международную таблицу цветов RAL. В этом случае окрашиваться будет ПВХ в расплавленном состоянии специальными красителями, предназначенными для синтетических материалов.
Участок сборки

Цех сборки
Кроме пластикового профиля, важную роль в конструкции играют профили из стали. Они делают окно прочным и жестким. Ленточной пилой металлическим заготовкам придают нужную длину и устанавливают их внутрь пластикового профиля. Подобным способом укрепляют практически все рамные окна. В створках размещают более легкий усеченный профиль.
В некоторых современных моделях стеклопакет вклеивают прямо в пластиковый профиль для увеличения площади остекления. В этом случае он и является дополнительным укрепляющим элементом.
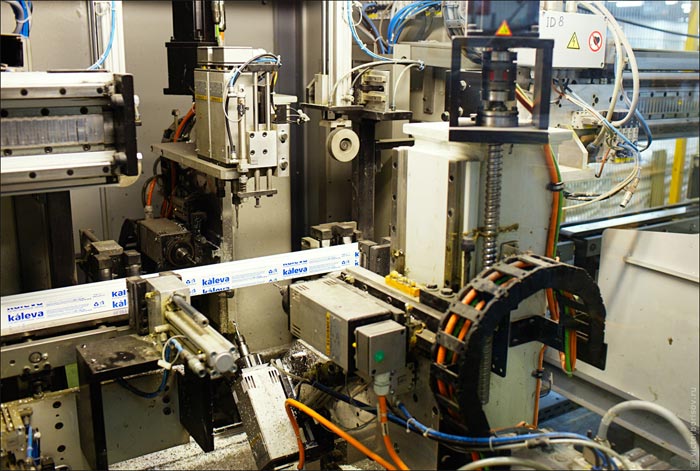
Резка отдельных элементов будущего окна
Нарезка готового профиля на заготовки нужной длины и установка в него стального профиля на заводе практически полностью автоматизирована.
Все элементы окна маркируются – на них наносятся данные о размере и заказчике. На специальное табло поступают данные для оператора, информирующие о последовательности движения заготовок и их размерах. На фотографиях можно увидеть стикеры с информацией, приклеиваемые на изделия, а также последовательность укладки элементов для их дальнейшей развозки.

Cтанок укладывает профиль для последующего развоза по отделам
Автоматизированные системы сами высчитывают требующиеся габариты окна и сваривают детали одновременно с четырех сторон. Это обеспечивает безупречную ровность углов и идеальную форму изделия.

Место работы оператора по нарезке пластикового профиля
Оператор линии следит лишь за тем, чтобы части конструкции присутствовали со всех сторон и были правильно там разложены. Нагрев и сжатие деталей умная машина производит самостоятельно.

Автоматический нагрев торцевых сторон профиля и его сжатие
Склеенную раму конвейер передает на автоматическую площадку для зачистки швов.

На зачистку, становись!
В этом же цеху производят импосты – вертикальные профили, устанавливаемые в оконные проемы. Они могут выполнять чисто декорирующую роль или быть полезными и функциональными элементами: повышать надежность закрывания створок, увеличивать жесткость и прочность конструкции.

Изготовление импоста — перегородки между створками в окнах
Импосты в окна монтируют в ручном режиме.

Подгонка и установка импоста
После импостов окно снабжается уплотнителем – эта работа тоже производится вручную.

Крепление уплотнителя по периметру рамы занимает у рабочего не больше минуты
Завершающая стадия – оснащение изделия фурнитурой и запорными устройствами. Операция автоматизирована полностью.

Конечный этап — установка фурнитурных механизмов
На этом производство рамы завершено.
Изготовление и установка стеклопакета

Стекловозы доставляют на завод заготовки стекла в 5 часов утра
Для производства стеклопакетов используют специальные ударопрочные стекла, которые поступают на производство в виде больших полотен, размером 6,0 х 3,21 м. Стекла таких габаритов относятся к Jumbo формату. Для того чтобы доставить хрупкие изделия на место без повреждений используются специальные фуры-стекловозы, которые имеют особую конструкцию подвесок и внутреннего помещения под грузы, расположенного между передними и задними осями.

Раскрой стекла по данным, обозначенным в программе резки
Разметка и разрезание стекла производятся автоматически. Умный компьютер осуществляет сложные расчеты таким образом, что в результате рабочего процесса практически не остается остатков. Он автоматически анализирует все имеющиеся заявки и оптимально планирует расход материала. Машина способна самостоятельно нарезать стекла любых габаритов и формы: круги, овалы, дуги, сложные орнаменты. Во время работы поверхность стекла смачивается специальным раствором, облегчающим резку и отделение готовых элементов.

Перед оператором на дисплее схема резки листа
Работник на мониторе видит план нарезки и пронумерованные участки для складывания отрезанных заготовок. Розовая подсветка отмечает линию, над которой ведется работа.
После вырезки стекла устанавливают в специальные пронумерованные секции мобильных стеллажей и увозят на сборку.

Транспортировка нарезанных стекол
Внутреннему разделителю между стеклами (спейсеру) автоматика придает форму прямоугольников. В процессе установки в его полость засыпается влагопоглотитель силика-гель, который не дает отсыревать стеклопакету изнутри. Делается это для того, чтобы воздух (или газ) внутри всегда был сухим и не образовывался конденсат из-за температурных колебаний или изменения давления.

Спейсеры (планочки слева) автоматически сгибаются в прямоугольники
Поверхность спейсера обрабатывают клеем.

На спейсер наносится клеевой состав
В это же время стекла автоматически очищаются на мойке.

На помойку стекол, становись!
К одному из чистых стекол вручную приклеивается спейсер.

Приклейка спейсера к нужному стеклу
В целях повышения теплоизоляции, промежуток между полотнами стеклопакета заполняется аргоном. Сразу после процедуры стекла плотно сжимают, а стыки заделывают герметиком.

Аргон закачивается в стеклопакет под давлением
Готовый стеклопакет отправляется в сушильную камеру.
Приготовление к монтажу стеклопакета

Подготовка к установке стеклопакета
Стеклопакет в раме дополнительно укрепляют штапиком.
Готовое изделие закрывают пленкой, в целях предотвращения попадания на него мусора и пыли в процессе доставки до места установки.

Фиксация стеклопакета штапиком (уменьшаются шансы выпадения стекол)
Перед тем как окно отправляют покупателю, оно проходит испытания в лаборатории. Готовое изделие проверяют на устойчивость к изменениям температуры, герметичность, прозрачность и уровень искажения стеклопакета, стойкость к воздействию бытовых химикатов, качество работы фурнитуры и т.д.

Каждая конструкция обертывается пленкой — своеобразная защита от пыли и загрязнений
Одна из продвинутых разработок компании – окно с внутренними жалюзями. Жалюзи расположены внутри стеклопакета и поэтому не пачкаются, не повреждаются и управляются магнитной системой прямо через стекло. В массовое производство такое окно пока не поступило, но в ближайшее время возможен его серийный выпуск, если испытание опытной партии пройдет хорошо.

Испытательная лаборатория. Столько всего….
В цеху, где производят нестандартные окна по индивидуальным заказам, в большей степени, используется ручной труд. Хотя значительная часть операций и механизирована, имеется комплекс действий, которые требуют выполнения вручную.

Модный вариант стеклопакета — уже со встроенными между стеклами жалюзи
Фотография ниже показывает, как выставляются углы при разрезании элементов для изделия специфической формы.
Профиль под окна нестандартной формы
Именно в этом цеху производят окна круглой, арочной и фигурной формы. Это не так сложно, как кажется. На специальной поверхности профили для фигурной формы собирают, в них вставляют эластичные шнуры, а затем опускают в емкость с горячим глицерином (глицерин используют потому, что он закипает при температуре большей, чем вода). Размягченный профиль вынимают из ванны, придают ему нужную форму и оставляют остывать.

Мастера гнут профиль
Остывшие заготовки сваривают, швы зачищают.

Сварка и зачистка швов
Стеклопакеты закрепляют штапиками, устанавливают фурнитуру – окно необычной формы готово!

Закрепление уплотнительных резинок и всего остального
Если коротко, то именно так выглядят основные этапы и технология производства современных ПВХ окон. Для тех, кто хочет ознакомиться с технологиями более подробно, существует официальный сайт компании, где размещено еще больше интересной и полезной информации.
Как открыть производство профиля ПВХ: оборудование, технология
Строительная сфера – одна из самых востребованных, поэтому производство профиля ПВХ может стать успешным, и, что самое главное, прибыльным бизнесом. Разберемся, как при минимуме затрат построить прибыльный бизнес.
Содержание статьи:
Бизнес-план
Для любого бизнес-проекта необходимо создать подробный бизнес-план. В документе прописываются все вопросы относительно помещения, оборудования в цех, организации бизнеса.
Обязательным пунктом является указание суммы необходимых вложений, а также прогнозы о том, как бизнес будет развиваться и какой доход принесет.
Оборудование для производства профиля ПФХ
Производство профиля ПВХ выполняется методом экструзии, при котором расплавленное полимерное соединение под большим давлением выдавливается в формы.
ПВХ профиль для производства окон изготавливается на специальных линиях, представляющих собой комплекс специального оборудования.
Линия по производству профиля ПВХ включает в себя:
- Экструдер – оборудование для выдавливания сырья в калибровочную машину;
- Трак – механизм для вытягивания материала из калибратора;
- Калибрирующее оборудование;
- Пила – нарезает профиль на куски;
- Упаковочное оборудование – для нанесения защитного покрытия и укладки готовой продукции.
Сегодня можно легко приобрести недорогое оборудование из Китая или отдать предпочтение местным производителям. В среднем, стоимость линии начинается от 10 000 долл.
Сырье для производства ПВХ профиля
Оконные профили ПВХ производятся из поливинилхлорида, который имеет несколько преимуществ перед древесиной и алюминием.
Поливинилхлорид – долговечный материал, экологичный, а также стойкий к различным погодным условиям.
Технология изготовления ПВХ профиля состоит в том, что на производстве к поливинилхлориду примешиваются специальные добавки – стабилизаторы (соединения цинка, свинца, олова, кадмия), пигменты (двуокись титана), а также наполнители (обработанный мел).
Материал, готовый к изготовлению, поступает на производство ПВХ профиля в виде белого полупрозрачного порошка. Затем в исходное сырье примешиваются необходимые добавки для получения нужной консистенции.
В идеале должен получиться белый материал, резистентный к механическим повреждениям и воздействию влажности.
Технология производства профиля ПВХ
Производство профиля ПВХ состоит из следующих этапов:
- Смола поливинилхлорида, а также аддитивы помещаются в специальные резервуары, в которых работают смешивающие, подающие и регулирующие системы. Согласно рецептуре отмеряется вес необходимых компонентов.
- В горячем и холодном миксере получившаяся смесь замешивается, после чего через вакуум поступает в резервуары для дозревания.
- Сырье помещается в экструдеры, где смесь плавится, а результате чего получается однородная вязкая масса. Эту массу помещают в формы.
- В формовочной емкости масса приобретает форму.
- На столе для калибровки с мокрой и сухой ваннами осуществляется калибровка и охлаждение продукции.
- Получившиеся заготовки распиливаются и помещаются в накопитель.
- Профиль упаковывается и доставляется на склад.
Помещение
Требования к цеху для производства профиля ПФХ не отличаются строгостью.
Помещение требуется от 70 м², также необходимо отопление, хорошо работающая вентиляция. Электричество – 380 вольт.
Желательно иметь склад, на котором будет храниться готовая продукция.
Персонал
Начать бизнес можно с найма сотрудников в цех (от 2 до 4 человек) для работы в одну смену. Если планируется расширить производство профиля из ПВХ, то можно привлечь в трудовой коллектив новых сотрудников. Для производства необходимо нанять:
- технолог, способный организовать технологический процесс производства;
- сотрудники на смены;
- заведующий складом;
- сотрудники для измерения продукции;
- начальник производства;
- грузчики;
- уборщики.
Бухгалтерские расчеты можно отдать на аутсорсинг, что позволит сократить расходы, а также избавиться от лишних хлопот по поиску квалифицированного бухгалтера для устройства на работу.
Необходимая документация
Регистрация индивидуального предпринимательства более выгодна, если планируется производство ПВХ профиля для окон в малых масштабах. В таком случае не придется оплачивать налоговые сборы в полном объеме.
В любом случае, при расширении производства всегда существует возможность переоформить бизнес в ООО.
Следует помнить, что необходимо не только предоставить документацию, но и уплатить государственную пошлину.
В процессе оформления документации необходимо подобрать код ОКВЭД 22.21 «Производство пластмассовых плит, полос, труб и профилей».
Перечень необходимых документов
- Квитанция (уплата госпошлины).
- Паспорт и заверенная нотариусом копия.
- Заявление о госрегистрации.
- Свидетельство ИНН (копия).
- Уведомление о выбранной системе налогообложения (из пяти возможных).
Пакет документов предоставляется в распоряжение налоговой инспекции. Через несколько дней предприниматель сможет забрать документы и получить разрешительный листок о деятельности ИП.
Также следует открыть расчетный счет, заключить договоры с обслуживающими организациями, получить разрешение на производство от пожарной инспекции.
Продукция должна соответствовать ГОСТу 30673-99 «Профили поливинилхлоридные для оконных и дверных блоков».
Вложения и прибыль
Производство оконных профилей ПВХ – бизнес довольно выгодный, поскольку профили ПВХ необходимы для дальнейшего изготовления окон из пластика, которые занимают первое место по популярности в строительной сфере. Себестоимость производства зависит от его объемов.
К примеру, в среднем производство профиля ПВХ на линии начинается от 60 кг продукции. Производство профиля ПВХ для пластиковых окон состоит из изготовления профилей различной длины, из которых в дальнейшем собирается окно.
В среднем, стоимость погонного метра ПВХ профилей начинается от 5 долларов. Себестоимость составляет примерно половину этой суммы. Соответственно, если один погонный метр стоит 5 долл., то на его изготовление необходимо потратить около 2,5 $.
К примеру, мини-завод выпускает около 10000 м² в месяц, соответственно, общая прибыль составит 50 000 долл. Если убрать из общей прибыли расходы на производство, то чистая выручка составит около 25 000 $.
Расходы
- Открытие предприятия – около 25 тыс. долл. (покупка производственной линии, оснащение цеха, закупка сырья, регистрация и т.д.).
- Расходы в месяц – около 25 тыс. долл. (приобретение сырья, налоги, зарплата и т. д.).
- Арендная плата (для помещения от 70 м² при арендной плате 2,5 долл. за 1м²) – около 200 $.
Окупаемость бизнеса напрямую зависит от наличия поблизости конкурирующих фирм, а также от востребованности продукции в том или ином регионе.
Понравилась статья? Поделитесь с друзьями:
Собственный цех по производству пластиковых окон ПВХ Rehau
Производственный цех компании «Окна Просвет» оснащен всем необходимым для создания качественной и надежной продукции. Мы работаем исключительно на самом современном оборудовании, за счет чего, процесс изготовления оконных профилей максимально автоматизирован.
Схема производства пластиковых окон основана на поэтапной технологии. Таким образом, сформированы специальные производственные участки, на каждом из которых лежит ответственность за исполнение определенной части работы. Такая последовательно организованная структура позволяет тщательно контролировать качество работы на каждом этапе производства. Продукция, не прошедшая контроль качества на одном из участков, не сможет пройти на следующий этап без предварительных манипуляций по устранению неполадок.
Изготовление пластиковых окон на нашем заводе осуществляется поэтапно в следующей последовательности:
- Нарезка профиля Rehau.
- Фрезеровочные работы.
- Сварочные работы.
- Зачистка профиля.
- Герметизация профиля.
- Установка стеклопакетов, сопутствующей фурнитуры и прочих комплектующих.
- Итоговый контроль готового изделия.
Нарезка профиля.
Профиль немецкого качества нарезается по заданным параметрам на специальном отрезном оборудовании по четко отработанной технологии. Современные станки позволяют осуществлять идеально ровные срезы.
Фрезеровочные работы.
На специальных фрезеровочных станках проводится качественная обработка торцов и отверстий импоста. Высокая точность работы позволяет безупречно подготовить профильный материал для прохождения последующих этапов.
Сварочные работы.
На этапе сварки, на основе профиля створки и оконной рамы создается единая замкнутая конструкция. Все работы осуществляются под надлежащим контролем и под строгим соблюдением технических норм, установленных ГОСТ.
Зачистка профиля.
После прохождения этапа сварки, конструкция, состоящая из профиля оконной рамы и профиля створки, подвергается процедуре зачистки. На этом этапе используется специальное углозачистное оборудование, предназначенное для обработки профилей ПВХ.
Герметизация профиля.
Герметизация оконного профиля является важным элементом, влияющим на общий показатель качества изделия. При помощи герметизации обеспечивается дополнительная защита окна от потери тепла и влаги. Кроме того, благодаря герметизации создается сбалансированное распределение всевозможных механических напряжений, например, воздействия ветра и дождевых потоков.
На нашем производстве на оконные профили устанавливаются специальные резиновые уплотнители, которые призваны обеспечить высокий уровень герметичности готового окна.
Установка стеклопакетов, сопутствующей фурнитуры и прочих комплектующих.
На данном этапе производится полная сборка конструкции: профиль оконной рамы и профиль створки дополняются стеклопакетами и фурнитурой, которая предназначена для того, чтобы приводить готовый механизм к действию. Можно сказать, что это финальный этап изготовления оконной конструкции, на котором окончательно формируется изделие, уже готовое к эксплуатации.
Итоговый контроль готового изделия.
Это последний производственный этап, на котором проводится тщательнейший анализ изготовленного изделия. Проверяется каждый сантиметр конструкции, проводятся тестовые испытания на функциональность оконного профиля и на его соответствие всем основным требованиям. И только в том случае, если готовое пластиковое окно абсолютно безупречно и на 100% проходит технический контроль, его можно считать готовым к продаже.
Налаженное таким образом производство дает нам право давать гарантии качества нашим клиентам!
Завод по производству окон ПВХ в Москве
Завод Бизнес-М по производству ПВХ окон и дверей
Завод компании Бизнес-М выполняет заказы на изготовление пластиковых окон и дверей, комплектующих и аксессуаров для остекления.
Мы декларируем высокое качество всей выпускаемой заводом продукции и отвечаем за каждое изделие. Поручите нам изготовление пластиковых окон или ПВХ дверей по вашему заказу — поступая так, Вы доверяете процесс специалистам с многолетнем стажем и опытом работы, единственному производителю в Москве с 20-летней историей производства.
Слагаемые качества работы с Оконной Компании Бизнес-М:
Качественные комплектующие
Чтобы дать лучшее, важно чтобы это были проверенные решения от лидеров, комплектующие прошедшие тесты в лабораториях испытательных центров и конечными потребителями в других регионах.
Кроме того, только используя продукцию ведущих заводов можно гарантировать минимальный брак.
Все дело в профиле: окна из качественного ПВХ
Для своей продукции мы используем только профиль марки VEKA (Века). Окна и двери прошли 20 летнее испытание временем и подтвердили высокий уровень качества.
Как профиль может быть качественнее аналогов?
На заводе компании VEKA дважды в день с каждой экструзионной линии отбираются образцы для экспертизы. Ежедневный контроль включает несколько оценочных тестов:
- — Визуально оценивается внешний вид профиля.
- — Измеряют массу одного погонного метра профиля (допустимыми считаются колебания в пределах 4% от средней массы ПВХ профиля VEKA).
- — Для основных деталей пластикового окна (створка, рама, импост, штульп) проводится ацетоновая проба: образец профиля ПВХ погружают в ацетон и наблюдают за его изменением во времени. Качественный профиль ПВХ не должен подвергаться изменениям в течении 5 часов.

Кроме того обязательно оцениваются факультативные показатели профиля, чтобы гарантировать качество VEKA:
- — продольная усадка качественного профиля ПВХ VEKA при прогреве при 100 градусах в течение 1 часа — не должна превышать 2 %.
- — оценивается прочность на удар падающим грузом. Используется экспресс-метод, позволяющий оценить как конструкцию самого профиля, так и правильность поддержания параметров технологического процесса. Профиль ПВХ VEKA выдерживают некоторое время в морозильной камере при температуре от от 0 до -10 градусов, затем на профиль падает груз массой в 1 кг с высоты 1 метр. Качество профиля ПВХ VEKA считается соответствующим норме, если в процессе испытаний на прочность разрушается только 1 образец из 10-ти. При данном виде испытаний может изменяться масса груза и высота, с которой он падает.
- — проводится проверка надежности сварного шва, соединяющего разные детали окон ПВХ VEKA: сварной шов должен выдерживать нагрузку 400 кг.
Сегодня мы — главный производитель окон Veka в Москве.
Надежная фурнитура: открывай как нравится и когда нравится
Обеспечение потребителя востребованными функциями открывания — главная задача фурнитуры. Фурнитура для высококлассных окон и дверей должна гарантировать комфорт, надежность и безукоризненность в обращении, а по истечении срока службы — ремонтопригодность.
Руководствуясь этими критериями мы комплектуем изделия только лучшей фурнитурой. Читайте подробнее в статье Фурнитура для пластиковых окон. Изделия на заказ могут иметь различный способ открывания: поворотный, откидной, сдвижной, среднеподвесной — любой.

Прозрачная защита: стеклопакет
Стеклопакеты занимают наибольшую по площади часть оконной конструкции. И если вы не замечаете их при каждодневном использовании окна — значит мы сделали свою работу качественно.
В Бизнес-М можно заказать стеклопакеты различной функциональности, способные решить потребности любого покупателя в защите: от шума, от мороза, от солнца, от попыток проникновения в частную жизнь, для детей и домочадцев и другие. Эти решения, востребованные и инновационные, мы готовы предложить, благодаря нашим поставщикам и тому отбору лучших, который делаем для своих клиентов.
Изготовление любых конструкций
Первые оконные производства появились в Москве в 1995 году, до этого все евроокна (как назывались тогда ПВХ окна со стеклопакетом) импортировались в Россию из стран Восточной Европы, в частности: Чехии, Словакии, Польши в уже собранном виде, готовые к установке.
В 1996 году компания Бизнес-М вошла в оконный бизнес. В течение года был получен первый опыт монтажа и поставки окон и дверей из пластика сторонних производителей. В 1997 году в Москве открывается собственное производство компании Бизнес-М по изготовлению пластиковых окон и ПВХ дверей.


C момента запуска первой линии по сборке стандартных окон из ПВХ профиля, завод многократно изменялся, модернизировался, осваивая все новые способы производства и применения ПВХ профиля для изготовления самых разнообразных по форме и комплектации оконных и дверных блоков.
Сегодня мы готовы взяться за реализацию практически любого проекта остекления, изготовить пластиковые окна и двери любой сложности из профиля Veka (Века), в соответствии со строительными нормативами и требованиями ГОСТ.
Сборка изделий осуществляется в соответствии с ГОСТ 30674-99 Блоки оконные из поливинилхлоридных (ПВХ) профилей, качество продукции подтверждено декларацией соответствия.

Изготовление пластиковых окон на заводе:
- Формирование комплекта для производства;
- Подготовка профиля: гибка, ламинирование, покраска, фрезеровка;
- Армирование профиля стальным вкладышем;
- Сваривание рамы и створки;
- Установка оконной фурнитуры;
- Установка стеклопакетов;
- Упаковка изделий и аксессуаров.
По завершении всех этапов производственного цикла, изделия подготавливаются к отгрузке на самовывоз или для доставки транспортной компанией/ собственным транспортом компании.
Стандартные и нестандартные окна и двери ПВХ в срок
На заказ изготавливаются изделия в комплектации, согласно техническому заданию, на базе профильных систем VEKA с современной фурнитурой Европейского производства и стеклопакетами заданной камерности и функциональности.
Размеры, формы, сроки
На заводе компании изделие типовой конфигурации и комплектации изготавливается в срок от 4 рабочих дней. Срок изготовления каждого заказа устанавливается в техническом проекте остекления индивидуально, исходя из сложности и наличия комплектующих на складе предприятия.
Время изготовления конструкций нестандартной формы, цвета, комплектации — от 5 до 30 дней.

Стоимость изделий производимых оконной компанией
Испытание изделий
Продукция собирается на заводе компании Бизнес-М из комплектующих соответствующих ГОСТ. Готовая продукция — оконные и дверные блоки — прошла сертификационные испытания на соответствие ГОСТ в аккредитованных учреждениях РОСТЕСТ: НИИ Строительной физики и лаборатории «Замок». Ознакомиться с Декларацией о соответствии можно в разделе Лицензии и сертификаты
Для удобства заказа изделий типовых комплектаций, прошедших испытания и имеющих задекларированные значения по параметрам тепло- и звукоизоляции, надежности фурнитурных механизмов, сформирована производственная карта по коллекциям.
Производственная карта изготавливаемых изделий по коллекциям
| Грета Отто | Шонберг | Монарх | |
| Система рама/ импост/ створка | Veka Euroline 58 101.213/ 102.103/ 103.213 | Veka Softline 70 101.208/ 102.214/ 103.232 | Veka Softline 82 101.290/ 102.320/ 103.341 |
| Уплотнение материал, рама/ материал, створка | Veka, ЭПДМ, 112.253 черное/ ЭПДМ, 112.254 черное | Veka, ЭПДМ, 112.253 черное/ ЭПДМ, 112.254 черное | Veka, TPE, серое, черное, карамель/ ЭПДМ, 112.254 серое, черное, карамель |
| Фурнитура | Roto NT | Roto NT | Roto NT |
| Заполнение, сэндвич/ стеклопакет | 24 мм/ 32 мм | 41 мм/ 42 мм | 44 мм/ 44 мм |
| Штапик | Veka 107.582/ 107.528 | Veka 107.225 | Veka 107.264 |
| Подрамный подставочный профиль | Veka 110.118 | Veka 110.118 | Veka 110.118 |
| Оконная ручка | Roto 227.808 | Roto 641.125 | Roto 227.907 |
| Профиль от пыли | Veka 112.380 | Veka 112.380 | Veka 112.380 |
Простой запуск в производство
Вы можете заказать окна, двери и другую продукцию завода, как находясь в Москве, так и из другого региона.
Даже решив впервые купить пластиковые окна, сложности с заказом не возникнет: специалисты компании окажут Вам всю необходимую помощь в подготовке задания для производства. Сотрудник компании оформит задание оперативно по замерному листу вашего специалиста или эскизу, сделанному сертифицированным замерщиком компании (для розничного отдела). Услуга замера окон.
Запуск изделий в производство осуществляется на основании технического задания, оформленного в соответствии с требованиями предприятия с учетом выбранной серии профиля Veka, системы фурнитуры, стеклопакета и пр..
Как заказать пластиковые окна по своим размерам
- Подбирается и согласуется комплектация,
- Согласуется дата готовности заказа,
- Оговариваются особые условия договора,
- Осуществляется предоплата,
- Изделия запускаются в производство.
Готовый заказ можно забрать в пункте самовывоза по номеру договора или получить на объекте, предварительно оформив услугу доставки. Услуга доставки окон и дверей.
Адрес производства пластиковых окон в Москве
Завод компании Бизнес-М на период реконструкции Московского района Речники переехал. Склад отпуска продукции расположен по адресу:
Москва
125430 Москва,
1-й Митинский переулок, 3
Телефон: 8 (495) 718-0083
Посмотреть на карте
Режим работы
Пн-Пт: с 10:00 до 18:00
Сб: с 10:00 до 15:30, Вс — выходной
Люберцы
140009 Люберцы,
деревня Машково, Новомарусинский проезд, 10
Телефон: 8 (495) 718-0083
Посмотреть на карте
Режим работы
Пн-Пт: с 10:00 до 16:30
Сб, Вс — выходные
Отпуск готовой продукции со склада производится по предъявлении договора и/или документа удостоверяющего личность.
Больше, чем просто завод пластиковых окон
Помимо окон и дверей, у нас Вы также можете заказать: