Армирование: понятие, разновидности, схемы, классификация
При возведении объектов строителям приходится выполнять работы по обеспечению прочности сооружений на протяжении периода эксплуатации. Для повышения надежности бетонных конструкций используется армирование. Главная характеристика бетона – прочность. Однако материал под воздействием факторов природного характера теряет целостность, постепенно разрушаясь. Усиление бетонных конструкций позволяет решить серьезные задачи – повысить их несущую способность и предотвратить растрескивание. Итак, что такое армирование? Разберемся детально.
Что такое армирование
Многие слышали специальный строительный термин «армирование», но затрудняются правильно ответить, что такое армирование и как оно выполняется. Остановимся на этом подробно. Известно, что бетон, применяемый в строительной сфере, обладает повышенным запасом прочности.
Однако материал имеет свои особенности:
- способен воспринимать значительные сжимающие нагрузки на единицу площади изделия;
- быстро теряет целостность при растягивающих нагрузках и воздействии крутящих моментов.
Бетонному материалу проблематично найти альтернативу. Именно поэтому строителям приходится решать задачи, связанные с укреплением бетонного массива. Усиление бетона — это метод повышения прочностных характеристик материала путем армирования.
Армирование — неотъемлемая часть конструкции, материал которой предусматривает переход из жидкого состояния в твёрдоеДля этих целей применяются следующие материалы:
- стальная арматура;
- базальтовые нити;
- прочная фибра;
- стеклянное волокно.
Строители уверенно утверждают, что бетону нужно армирование. В результате арматурного усиления получается монолит, соответствующий требованиям нормативных документов, регламентирующих величину предполагаемых усилий. Максимальный запас прочности обеспечивают предварительно напряженные стальные прутки. Они снимают напряжение и повышают механические свойства бетона. Технология положительно зарекомендовала себя при возведении высотных объектов, когда силовые каркасы формируют жесткий контур, повышающий устойчивость здания.
Для чего нужно усиление бетона
При эксплуатации строений на бетонные конструкции воздействуют различные виды усилий:
- реакция грунта;
- перепады температуры;
- масса элементов здания;
- сейсмические факторы;
- нагрузки от ветра и осадков.
В результате бетонные изделия подвергаются изгибу, растяжению или кручению. Указанные факторы отрицательно воздействуют на прочность не укрепленного бетона. Для повышения прочностных характеристик материал укрепляют с помощью армирования.
Арматурный стержень воспринимает значительные нагрузки на растяжение, но неустойчив к сжатию и изгибуНазначение армирования:
- повышение прочностных характеристик железобетонных изделий;
- снижение вероятности образования трещин в бетонном массиве;
- увеличение несущей способности строительных конструкций;
- уменьшение влияния факторов природного характера на целостность бетона;
- обеспечение равномерного распределения действующих усилий;
- повышение устойчивости возводимых строительных объектов.
Разобравшись, что такое армирование, рассмотрим конкретные участки здания, нуждающиеся в усилении.
В каких зонах нужно армирование
Различные части здания воспринимают определенные нагрузки. В зависимости от действующих усилий определяется метод укрепления, применяемый материал, а также зоны расположения силовых элементов.
Укрепляют следующие участки:
- фундаменты зданий;
- нижний уровень кладки;
- стены через каждые 3-4 ряда кладки;
- проемы для установки дверей и окон;
- верхний ярус стен под перекрытие;
- части здания, на которые действуют повышенные нагрузки.
В проектной документации оговариваются все проблемные участки строения и даются рекомендации по обеспечению необходимого запаса прочности.
Поскольку все ж/б изделия условно подразделяются на заводские и местного производства, арматура работает в них по-разномуРазновидности усиления
В строительстве используются технологические решения, позволяющие повысить прочностные свойства проблемной зоны.
Применяются следующие виды укрепления бетона:
- с использованием мелкофракционного наполнителя. Такой вид усиления также называют дисперсным. В жидкую бетонную смесь вводятся фиброволокна из кусочков проволоки, стекловолоконных нитей или синтетический заполнитель. После твердения бетона, находящиеся в массиве волокна повышают прочность, уменьшают риск растрескивания при усадке и температурных колебаниях. При этом резко возрастает стойкость к воздействию механических факторов и агрессивным средам;
- с применением арматурного каркаса. Силовая конструкция из стальных стержней позволяет равномерно демпфировать усилия, обеспечивая целостность армированного массива в условиях повышенных нагрузок. Каркас представляет собой пространственную металлоконструкцию из рабочей арматуры диаметром 1,4–2,0 см, располагающуюся продольно. Рабочие стержни соединяются с поперечными прутками диаметром 0,6–0,8 см. Фиксация элементов производится вязальной проволокой;
- с помощью специальной сетки, произведенной промышленным образом. Технология послойного укрепления положительно зарекомендовала себя при выполнении отделочных мероприятий внешней поверхности стен, возведенных из различных стройматериалов. Для усиления поверхности используется готовая сетка из стальной проволоки или пластика, на которую наносится слой шпатлевки или отделочный раствор. Такой вид армирования позволяет создать надежную основу для внешнего штукатурного слоя.
Выбор метода укрепления осуществляется в соответствии с особенностями здания, действующими нагрузками и поставленной перед строителями задачей.
Как классифицируется арматура
Для укрепления бетонных конструкций применяется арматура, изготовленная из различных материалов. Наиболее широко используются металлические элементы, которые отличаются следующими моментами:
- способом изготовления. Применяется проволока, полученная методом холодной протяжки через фильеры, или горячекатаные стержни. Технология позволяет улучшить структуру металла, повышая прочность к воздействию разрывных нагрузок;
- методом упрочнения. Для повышения прочностных характеристик широко используется термическая обработка арматуры. Возможны и другие варианты упрочнения металлических стержней без использования нагрева;
- профилем поперечного сечения стержня. В строительной сфере используется арматура с гладкой или рифленой поверхностью. Рифли представляют собой кольцеобразные насечки, которые повышают сцепление арматуры с бетонным массивом;
- способом использования. В зависимости от технологии изготовления железобетонной продукции, действующих усилий и планируемого результата применяют стальные прутки, которые бетонируются в предварительно напряженном или ненапряженном состоянии.
Подбор необходимых металлических прутков осуществляется в соответствии с чертежом на основании предварительно выполненных расчетов.
Виды силовых конструкций
С целью повышения прочностных характеристик бетонных конструкций в настоящее время в строительной отрасли используются различные типы силовых элементов:
- каркасные конструкции. Используются плоские каркасы и пространственные решетки. Силовые элементы, выполненные в одной плоскости, изготавливают согласно рабочей документации методом сваривания. Для соединения элементов с помощью сварки применяют промышленное оборудование, позволяющее одновременно выполнить групповую фиксацию прутков. Использование стандартных каркасов, изготовленных промышленным методом, значительно сокращает продолжительность строительных мероприятий. Технология допускает использование вместо сварки стальной проволоки для вязания;
- сетки для армирования. Они изготавливаются путем соединения проволоки с использованием сварочного оборудования, а также методом вязания. Сетчатые конструкции делятся на виды в зависимости от диаметра применяемой проволоки. Легкие сетки изготавливаются из проволоки диаметром не более 10 мм, а в тяжелых конструкциях сечение превышает указанное значение. При диаметре проволоки 0,5–1 см, сетка поставляется в виде рулонов. При отсутствии возможности использовать оборудование для сварки, можно изготовить сетку, связав элементы вязальной проволокой.
https://www.youtube.com/watch?v=4CIzHnXkiZQ
Мощные силовые каркасы применяют для усиления нагруженных фундаментов и ответственных частей здания. Используя сетку для армирования можно усилить кирпичную или блочную кладку, а также предотвратить растрескивание бетонной стяжки или дорожного покрытия.
Подводим итоги
После ознакомления с материалом статьи вряд ли возникнет вопрос, что такое армирование. Усиление бетона – это ответственная операция, предотвращающая растрескивание, повышающая жесткость монолита и увеличивающая долговечность возводимых строений. Важно уметь правильно выбрать конкретный вариант укрепления строительных конструкций.
Армирование конструкций
Технология строительных процессов. | Лекция 7.3. |
Армирование конструкций.
Арматурой называют стальные стержни, профили, проволоку и изделия из них, предназначенные для восприятия в железобетонных конструкциях растягивающих и знакопеременных усилий.
Арматура, применяемая для изготовления железобетонных изделий (рис. 1), подразделяется: по материалу на стальную неметаллическую; по способу изготовления на стержневую, канатную и проволочную; по профилю на круглую гладкую (класс А-240) и периодического профиля; по принципу работы на ненапрягаемую и напрягаемую; по назначению на рабочую, распределительную и монтажную; по способу установки на сварную и вязаную в виде отдельных стержней, сеток и каркасов.
Напряжение арматуры производится механическим или электротермическим способом обычно на заводах на упоры, на площадке на бетон.
Процесс напряжения арматуры технически сложен, поэтому при монолитном бетонировании напрягаемая арматура применяется редко.
Для более полного использования свойств металла арматуру можно упрочнять: термически (закалка), холодной вытяжкой сплющиванием в холодном состоянии, волочением через отверстия диаметром, меньшим, чем у арматуры (волочение через фильеры).
Рисунок 1. Виды арматуры: а — круглая горячекатаная сталь Ст3; б — горячекатаная сталь периодического профиля Ст5; в — горячекатаная сталь марок 25Г2С, 35ГС, и 30ХГ2С; г — холодносплющенная сталь; д — плоский сварной каркас; е — пространственный каркас, собранный из двух плоских; ж — сварная плоская сетка; з — рулонная сетка.
Арматурная сталь в зависимости от механических качеств относится к различным классам: А-240, А-300, A-400, A-500, А-600 и др. Индекс «т» означает термически упроченную сталь.
Для каждого класса горячекатаной арматурной стали, в зависимости от ее химического состава, устанавливают определенные марки (Ст3, Ст5, 18Г2С и др.). Буквами обозначены составляющие, входящие в состав стали: Г — марганец, С — кремний и т.д., а цифрами — их процентное содержание. Например, в марке стали 18Г2С цифра 18 обозначает содержание углерода в сотых долях процента, цифра 2 — содержание марганца в процентах. Отсутствие цифры после буквы С означает, что элемент присутствует в количестве, не превышающем 1%.
Для армирования предварительно напряженных конструкций кроме штучной высокопрочной арматуры применяют пучки и пряди, изготавливаемые из высокопрочной проволоки диаметром 3 мм, и канаты из нескольких прядей.
Наряду со стальной арматурой для армирования бетона в ряде случаев можно применять стеклопластиковую арматуру, которая не уступает по своей прочности стальной проволоке, имеет в несколько раз меньшую массу и большую, по сравнению со стальной арматурой, устойчивость к коррозионным воздействиям. Меньший, по сравнению со сталью, модуль упругости, чувствительность к динамическим и температурным нагрузкам и
Технология строительных процессов. | Лекция 7.3. |
сравнительная сложность изготовления пока ограничивают более широкое применение стеклопластиковой арматуры.
Вкачестве неметаллической арматуры в ряде случаев применяют рубленое стеклянное или асбестовое волокно.
Встроительстве широко используют арматурные сетки в виде плоских изделий и рулонов. Арматурные заводы выпускают легкие арматурные сетки, изготовляемые из горячекатаной низколегированной стали периодического профиля и холоднотянутой проволоки диаметром 3…7 мм. Промышленность выпускает также тканые сетки с ячейками размером 5…20 мм, предназначенные для армирования тонкостенных железобетонных конструкций.
Для армирования балок, ригелей, прогонов выпускают плоские или пространственные арматурные каркасы.
Изготовление и установка арматуры.
Арматурные изделия следует изготавливать на крупных арматурных заводах, поскольку при изготовлении арматуры в мелких цехах и на приобъектных полигонах в 3 — 5 раз возрастают затраты ручного труда, увеличиваются потери материала и стоимость продукции.
Процесс поэтапного изготовления арматурных изделий можно выразить следующей цепью: склад арматуры — разматывание, правка, чистка и резка — гнутье — сварка — готовое изделие. Разматывание из бухт, правку, чистку и резку легкой арматуры производят на автоматических правильно-отрезных станках. Проходя через правильные ролики, арматура выпрямляется, очищается, затем отрезается по размеру. Далее арматура гнется на приводных станках и сваривается в сетки точечной контактной сваркой.
Правку тяжелой арматуры, поступающей в прутках, обычно выполняют вручную на правильных плитах, чистят электрощетками и разрезают на станке-гильотине. Наращивание стержня осуществляют контактной стыковой сваркой, при изготовлении каркасов применяют дуговую или электрошлаковую сварку.
Сварку ведут при силе тока 250…350 А. При сварке холодно-упрочненной стали во избежание «отпуска» применяют жесткие режимы сварки (короткая продолжительность при большой силе тока).
Вусловиях строительной площадки выполняются: приемка арматурных изделий, сортировка и складирование; подготовка к монтажу, при необходимости укрупнение и объединение в арматурно-опалубочные блоки; установка, выверка арматуры и окончательное соединение стыков; приемка работ с составлением акта скрытых работ.
Впроцессе приемки арматурных изделий контролируют наличие бирок, следов коррозии, деформаций, соответствие размерам. Монтаж арматуры, по возможности, следует осуществлять укрупненными элементами с использованием кранов. Установка вручную допускается лишь при массе арматурных элементов до 20 кг.
Каркасы устанавливают при одной или двух открытых сторонах опалубки. Для предохранения каркасов от смещения их временно закрепляют. Крепления снимают по мере укладки бетонной смеси.
При армировании конструкций сетками и плоскими каркасами с диаметром арматуры до 32 мм их соединение может осуществляться с помощью сварки, вязки (рис. 2) и без сварки нахлесткой.
Широко практикуется вязка арматуры с помощью специальных крючков. Стержни сращивают внахлестку с перевязкой стыка в трех местах (по середине и по концам) отожженной стальной проволокой диаметром 0,8… 1,0 мм. При стыковании стержней гладкого профиля в растянутой зоне должны отгибаться крюки.
При монтаже арматуры необходимо обеспечивать защитный слой бетона, т.е. расстояние между внешними поверхностями арматуры и бетона. Правильно устроенный защитный слой надежно предохраняет арматуру от коррозионного воздействия внешней среды.

Технология строительных процессов. | Лекция 7.3. |
Обеспечить проектные размеры защитного слоя бетона можно с помощью бетонных или металлических фиксаторов, которые привязываются к арматурным стержням. Особо высокими технологическими свойствами характеризуются надеваемые на арматуру пластмассовые кольца-фиксаторы. Во время установки пластмассовое кольцо благодаря присущей ему упругости немного раздвигается и плотно охватывает стержень.
Рисунок 2. Вязка арматуры: а — вязка проволокой в пучках без подтягивания, б — вязка угловых узлов, в — двухрядный узел, г
— крестовый узел, д — мертвый узел, е — скрепление стержней соединительным элементом; 1, 3 — стержни, 2 — соединительный элемент; I — вид спереди, II — вид сзади.
Защитный слой в плитах и стенках толщиной до 10 см должен быть не менее 10 мм; в плитах и стенках более 10 см — не менее 15 мм; в балках и колоннах при диаметре продольной арматуры 20… 32 мм — не менее 25 мм и при большем диаметре — не менее 30 мм.
При оформлении акта приемки смонтированной арматуры, кроме проверки ее проектных размеров по чертежу, контролируют: качество выполненных работ; наличие и месторасположение фиксаторов; прочность сборки и расположение стыков арматуры (сумма сварных и вязаных стыков в одном сечении при гладкой арматуре не должна превышать 25 %; при периодической — 50 %).
8.3.Армирование конструкций
Арматура ненапрягаемая в виде сварных сеток, плоских и пространственных каркасов иногда из отдельных стержней с соединением законченный арматурный элемент сваркой или вязкой.
Плоские конструкции состоят из 2-3-4 продольных стержней и более, соединенных поперечными. Применяют для армирования балок, прогонов и другие линейных конструкций.
Пространственные каркасы состоят из плоских, соединенных монтажными стержнями. Применяют для армирования легких и тяжелых колонн, балок и фундаментов.
Для армирования применяют арматурную сталь стержневую и проволочную. Иногда применяют арматурные элементы из жестких прокатных профилей с соединением их на сварке арматурными стержнями.
Армирование напрягаемых ЖБК состоит:
из заготовки арматурных элементов
транспортирования арматуры, складирования, укрупнительной сборки
установки арматурных блоков
все процессы можно разделить на 2 группы:
предварительное изготовление арматурных элементов
установка их в проектное положение
монтаж ненапрягаемой арматуры ведут с использованием механизмов или вручную при массе арматурных элементов не более 20 кг
соединяют арматурные элементы сваркой и нахлесткой, редко вязкой.
Соединение нахлесткой без сварки используют при армировании конструкций сварными сетками или плоскими каркасами с односторонним расположением рабочих стержней арматуры и при диаметре арматуры не выше 32 мм
При этом величина перепуска (нахлестки) зависит от характера работы элемента
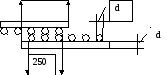
L
при стыковании сеток стержней периодического профиля приваривать поперечные стержни в пределах стыка необязательно, но длину нахлестки увеличивают на 5 диаметров

при диаметре рабочей арматуры более 26 мм сварные сетки в нерабочем направлении укладывают впритык друг к другу с нахлесткой в каждую сторону не менее 15 диаметров распределительной арматуры , но не менее 100мм
100

При монтаже арматуры необходимо устанавливать стержни в проектное положение, а также обеспечить защитный слой бетона заданной толщины . защитный слой предохраняет арматуру от коррозирующего воздействия внешней среды . Для этого в конструкциях предусматривают специальные упоры или удлиненные поперечные стержни в случае, когда конструкция работает в сухих условиях

Также толщину защитного слоя можно обеспечить с помощью бетонных, пластмассовых и металлических фиксаторов.
Защитный слой в плитах и стенах толщиной до 10 см должен быть не менее 10 мм , в плита более 10 см – не менее 15мм
В балках, колоннах при диаметре продольной арматуры 20-32мм – не менее 25мм, при большем диаметре – не менее 30мм
Смонтированную арматуру применяют с оформлением акта. проверяют место расположения фиксаторов, неизменяемость формы, проектные размеры
Напряженное армирование конструкций
Предварительное напряжение создается по методу натяжения арматуры на затвердевший бетон.
По способу кладки: линейный и непрерывный
При линейном в напрягаемых конструкциях при бетонировании оставляют каналы. После набора бетоном заданной прочности в каналы укладывают арматурные элементы и производят их натяжения с передачей усилий на напрягаемую конструкцию. Применяют этот способ при создании предварительного напряжения в балках, колоннах, трубах и.т.д. Непрерывный способ заключается в навивки в заданном напряжением арматурной проволоки по контуру забетонированной конструкции, применяется для предварительного напряжения стенок цилиндрических резервуаров. При линейном армировании напрягаемые элементы в в виде отдельных стержней, прядей канатов и проволочных пучков.
Процесс включает: заготовку армированных элементов, образование каналов для напряжения армируемых элементов, установку напряженных арматурных элементов с анкерными устройствами.
Напряжение арматуры с последующим инъецированием закрытых каналов или бетонированием открытых каналов
Стержневая арматура периодического профиля классов А-II, А-IIIв, А-IV, Ат-IV, А-V, Ат-V, Ат-VI
И высокопрочную проволоку В-II и Вр-II
Заготовка стержневых элементов состоит из правки, чистки, резки, стыковой сварки и рези анкеров.
Для устройства анкеров к концам стержней приваривают коротыши из стали, которые имеют резьбу для навинчивания гайки, передающая через шайбы на бетон нагрузку натяжения.
Пряди и канаты устраивают из высокопрочной проволоки диаметром 1,5-5мм П-3, П-7, П-19
Пряди и канаты на металлических катушках. Их разматывают и пропускают через правильные устройства, одновременно очищают от грязи и масла и режут на необходимую длину. Для анкировки прядей канатов применяют гильзовые наконечники. Гильзу надевают на заготовленный конец пряди, запрессовывают прессом или домкратом , затем нарезают или накатывают резьбу для крепления муфты домкрата с помощью которой натягивается прядь


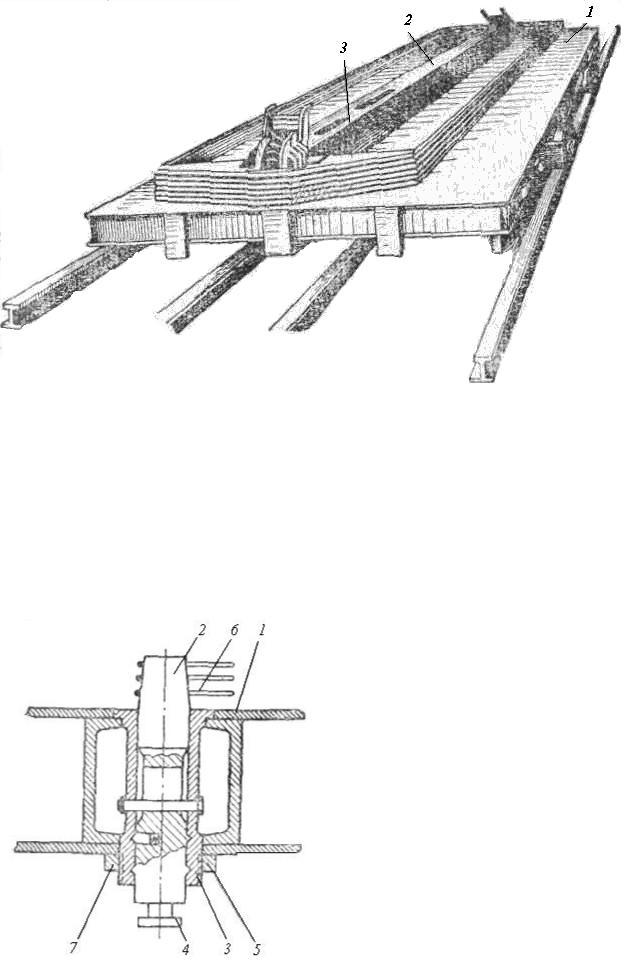
1-стержневая арматура 2-плита
3-гайка 4-хвостовик
5- бетонируемая часть 6- канал
Для образования каналов для напрягаемых арматурных элементов устраивают каналообразователи диаметром на 10-15мм больше диаметра стержней или арматурного пучка. Применяются стальные трубы, стержни, резиновые рукава с проволочным сердечником. Каналообразователи извлекают через 2-3 часа после бетонирования конструкции за исключением рукавов, во избежание сцепления с бетоном каждые 10-150мин поворачивают вокруг своей оси.
Для крупноразмерных конструкций каналы устраивают путем закладки стальных тонкостенных гофрированных трубок, которые остаются в конструкции.
Когда бетон набрал проектную прочность, каналы устанавливают арматуру. Затем производят натяжение арматуры гидравлически домкратами одиночного действия. Домкрат позволяет натягивать арматуру с различным диаметром анкирующих устройств и упора при помощи захвата со смещенными гайками. Затем арматуру натягивают до заданного усилия, подвертывают анкерную гайку до упора в конструкцию. Натяжение заканчивают и домкрат отсоединяют.
Натяжению арматуры и передачи усилия на бетон сопутствуют:
выпрямление арматурных элементов
обжатие бетона под опорными прокладками
трение между арматурой и стержнями канала
для устранения неравномерного натяжения в начале армирования натягивают с усилием 0,1 от необходимого натяжения. При этом она выпрямляется и плотно прилегает к стенкам канала. Усилие равное 0,1 от расчетного принимают за 0 отсчета.
В конструкциях с длиной прямолинейного канала не более 18м арматуру напрягают с одной стороны. Выравнивают напряжение вдоль арматуры путем продольного вибрирования в процессе натяжения специальным приспособлением на глухом анкере. Для конструкций с прямыми каналами свыше 18м и криволинейными каналами арматуру натягивают с двух сторон конструкции.
Вначале одним домкратом до усилия 0,5 от расчетного и закрепляют с той стороны, с которой она напрягалась. Затем с другой стороны другим домкратом до 1,1 от расчетного усилия.
1,1 – коэффициент технологической перетяжки арматуры, выдерживают в таком состоянии 8-10мин. Величину натяжения уменьшают до заданной и закрепляют второй конец напрягаемой арматуры.
Для устранения перепада напряжений применяют пульсирующее напряжение
Пульсирующее – несколько раз кратковременно повторяют процесс увеличения величины натяжного усилия, а затем сбрасывают излишнее усилие.
Если в конструкции несколько армированных элементов, то натяжение начинают с элемента, расположенного ближе к середине. Если два элемента расположены у граней, то натяжение производят ступенями или одновременно двумя домкратами.
При большом числе элементов натяжение будет постепенно снижаться по мере натяжения последующих от укорочения бетона от сжатия. Эти элементы потом вновь подтягивают.
Заключительная операция – инъецирование каналов сразу после натяжения арматуры. Применяют растворы не ниже марки 300, цемент не ниже 400-500 и чистый песок. Нагнетают раствор растворонасосом или пневмонагнетателем с одной стороны канала. Инъецирование ведут непрерывно с начальным давлением 0,1МПа повышая до 0,4МПа. Прекращают нагнетание, когда раствор начинает вытекать с другой стороны канала.
Существует способ без устройства канала- исключает инъецирование. Арматурный канал и стержни перед укладкой покрывают антикоррозийным составом , а затем фторопластом (тифлоном) ,имеющим почти нулевой коэффициент трения. При натяжении канат относительно легко скользит в теле бетона.
Армирование конструкций
Арматурой называют стальные стержни, профили, проволоку и изделия из них, предназначенные для восприятия в железобетонных конструкциях растягивающих и знакопеременных усилий.
Арматура, применяемая для изготовления железобетонных изделий, подразделяется: по материалу на стальную и неметаллическую; по способу изготовления на стержневую, канатную и проволочную; по профилю на круглую гладкую (класс А-240) и периодического профиля; по принципу работы на ненапрягаемую и напрягаемую; по назначению на рабочую, распределительную и монтажную; по способу установки на сварную и вязаную в виде отдельных стержней, сеток и каркасов.
Напряжение арматуры производится механическим или электротермическим способом обычно на заводах на упоры, на площадке – на бетон.
Наряду со стальной арматурой для армирования бетона в ряде случаев можно применять стеклопластиковую арматуру, которая не уступает по своей прочности стальной проволоке, имеет в несколько раз меньшую массу и большую, по сравнению со стальной арматурой, устойчивость к коррозионным воздействиям. Меньший, по сравнению со сталью, модуль упругости, чувствительность к динамическим и температурным нагрузкам и сравнительная сложность изготовления пока ограничивают более широкое применение стеклопластиковой арматуры.
В качестве неметаллической арматуры в ряде случаев применяют рубленое стеклянное или асбестовое волокно.
В строительстве широко используют арматурные сетки в виде плоских изделий и рулонов. Арматурные заводы выпускают легкие арматурные сетки, изготовляемые из горячекатаной низколегированной стали периодического профиля и холоднотянутой проволоки диаметром 3…7 мм. Промышленность выпускает также тканые сетки с ячейками размером 5…20 мм, предназначенные для армирования тонкостенных железобетонных конструкций.
Для армирования балок, ригелей, прогонов выпускают плоские или пространственные арматурные каркасы.
В условиях строительной площадки выполняются: приемка арматурных изделий, сортировка и складирование; подготовка к монтажу, при необходимости укрупнение и объединение в арматурно-опалубочные блоки; установка, выверка арматуры и окончательное соединение стыков; приемка работ с составлением акта скрытых работ.
В процессе приемки арматурных изделий контролируют наличие бирок, следов коррозии, деформаций, соответствие размерам. Монтаж арматуры, по возможности, следует осуществлять укрупненными элементами с использованием кранов. Установка вручную допускается лишь при массе арматурных элементов до 20 кг.
Каркасы устанавливают при одной или двух открытых сторонах опалубки. Для предохранения каркасов от смещения их временно закрепляют. Крепления снимают по мере укладки бетонной смеси.
При армировании конструкций сетками и плоскими каркасами с диаметром арматуры до 32 мм их соединение может осуществляться с помощью сварки, вязки и без сварки нахлесткой.
Широко практикуется вязка арматуры с помощью специальных крючков. Стержни сращивают внахлестку с перевязкой стыка в трех местах (по середине и по концам) отожженной стальной проволокой диаметром 0,8… 1,0 мм. При стыковании стержней гладкого профиля в растянутой зоне должны отгибаться крюки.
При монтаже арматуры необходимо обеспечивать защитный слой бетона, т.е. расстояние между внешними поверхностями арматуры и бетона. Правильно устроенный защитный слой надежно предохраняет арматуру от коррозионного воздействия внешней среды.
Обеспечить проектные размеры защитного слоя бетона можно с помощью бетонных или металлических фиксаторов, которые привязываются к арматурным стержням. Особо высокими технологическими свойствами характеризуются надеваемые на арматуру пластмассовые кольца-фиксаторы. Во время установки пластмассовое кольцо благодаря присущей ему упругости немного раздвигается и плотно охватывает стержень.
Защитный слой в плитах и стенках толщиной до 10 см должен быть не менее 10 мм; в плитах и стенках более 10 см – не менее 15 мм; в балках и колоннах при диаметре продольной арматуры 20… 32 мм — не менее 25 мм и при большем диаметре – не менее 30 мм.
При оформлении акта приемки смонтированной арматуры, кроме проверки ее проектных размеров по чертежу, контролируют: качество выполненных работ; наличие и месторасположение фиксаторов; прочность сборки и расположение стыков арматуры (сумма сварных и вязаных стыков в одном сечении при гладкой арматуре не должна превышать 25 %; при периодической – 50 %).
БЕТОНИРОВАНИЕ КОНСТРУКЦИЙ
Массивные конструкции и фундаменты
Монолитные фундаменты и массивные конструкции или блоки бетонируют чаще всего в разборно-переставной опалубке из готовых унифицированных элементов или в пространственных блоках-формах. При бетонировании больших массивов используют крупные опалубочные панели площадью до 30 м, устанавливаемые кранами.
Бетонную смесь при укладке в монолитные фундаменты и блоки подают, применяя один или несколько видов механизации: в бадьях строительными кранами, автобетоновозами и автосамосвалами по эстакадам или непосредственно в опалубку, ленточными бетоноукладчиками и конвейерами, бетононасосами, а иногда и мостовыми кранами в бадьях.
Выбор способов механизации бетонных работ зависит от местонахождения бетонного завода или установки по приготовлению смеси, конструкции фундамента или массива (объема, ширины, высоты, насыщенности арматурой и закладными частями).
При выборе способа бетонирования предусматривают минимальное число перегрузок бетонной смеси при ее перемещении к месту укладки.
Для бетонирования труднодоступных мест фундамента или блока, а также для распределения бетонной смеси по площади конструкции используют виброжелоба и ленточные бетоноукладчики. При подаче бетонной смеси в армированные конструкции с высоты более 2 м применяют виброжелоба, наклонные лотки и хоботы, а при высоте более 10 м — виброхоботы.
Бетонную смесь в неармированных и малоармированных массивах и фундаментах уплотняют с помощью ручных глубинных вибраторов ИВ-78, ИВ-79, ИВ-80. Бетонируют, как правило, горизонтальными слоями толщиной 0,3—0,4 м. Бетон в больших массивах уплотняют глубинными вибраторами ИВ-90, собранными в вибропакеты, переставляемые кранами. При этом толщина уплотняемого слоя бетона достигает 1 м. При густом армировании применяют вибраторы с гибким валом ИВ-66, ИВ-67, ИВ-47, ИВ-75.
Верхнюю поверхность фундаментов уплотняют виброрейкой или поверхностными вибраторами, а затем заглаживают правилом в уровень с верхними гранями направляющих или специальных маячных досок.
Фундаменты, рассчитанные на статическую нагрузку, можно бетонировать с перерывами, но с обязательной обработкой рабочих швов.
Массивные фундаменты, воспринимающие динамические нагрузки, а также массивные гидротехнические сооружения бетонируют отдельными блоками, размеры и расположение которых предусматривают в проекте. Каждый блок бетонируют без перерыва.
Лекция 7.3 Армирование конструкций
Технология строительных процессов. | Лекция 7.3. |
Армирование конструкций.
Арматурой называют стальные стержни, профили, проволоку и изделия из них, предназначенные для восприятия в железобетонных конструкциях растягивающих и знакопеременных усилий.
Арматура, применяемая для изготовления железобетонных изделий (рис. 1), подразделяется: по материалу на стальную неметаллическую; по способу изготовления на стержневую, канатную и проволочную; по профилю на круглую гладкую (класс А-240) и периодического профиля; по принципу работы на ненапрягаемую и напрягаемую; по назначению на рабочую, распределительную и монтажную; по способу установки на сварную и вязаную в виде отдельных стержней, сеток и каркасов.
Напряжение арматуры производится механическим или электротермическим способом обычно на заводах на упоры, на площадке на бетон.
Процесс напряжения арматуры технически сложен, поэтому при монолитном бетонировании напрягаемая арматура применяется редко.
Для более полного использования свойств металла арматуру можно упрочнять: термически (закалка), холодной вытяжкой сплющиванием в холодном состоянии, волочением через отверстия диаметром, меньшим, чем у арматуры (волочение через фильеры).
Рисунок 1. Виды арматуры: а — круглая горячекатаная сталь Ст3; б — горячекатаная сталь периодического профиля Ст5; в — горячекатаная сталь марок 25Г2С, 35ГС, и 30ХГ2С; г — холодносплющенная сталь; д — плоский сварной каркас; е — пространственный каркас, собранный из двух плоских; ж — сварная плоская сетка; з — рулонная сетка.
Арматурная сталь в зависимости от механических качеств относится к различным классам: А-240, А-300, A-400, A-500, А-600 и др. Индекс «т» означает термически упроченную сталь.
Для каждого класса горячекатаной арматурной стали, в зависимости от ее химического состава, устанавливают определенные марки (Ст3, Ст5, 18Г2С и др.). Буквами обозначены составляющие, входящие в состав стали: Г — марганец, С — кремний и т.д., а цифрами — их процентное содержание. Например, в марке стали 18Г2С цифра 18 обозначает содержание углерода в сотых долях процента, цифра 2 — содержание марганца в процентах. Отсутствие цифры после буквы С означает, что элемент присутствует в количестве, не превышающем 1%.
Для армирования предварительно напряженных конструкций кроме штучной высокопрочной арматуры применяют пучки и пряди, изготавливаемые из высокопрочной проволоки диаметром 3 мм, и канаты из нескольких прядей.
Наряду со стальной арматурой для армирования бетона в ряде случаев можно применять стеклопластиковую арматуру, которая не уступает по своей прочности стальной проволоке, имеет в несколько раз меньшую массу и большую, по сравнению со стальной арматурой, устойчивость к коррозионным воздействиям. Меньший, по сравнению со сталью, модуль упругости, чувствительность к динамическим и температурным нагрузкам и
Технология строительных процессов. | Лекция 7.3. |
сравнительная сложность изготовления пока ограничивают более широкое применение стеклопластиковой арматуры.
Вкачестве неметаллической арматуры в ряде случаев применяют рубленое стеклянное или асбестовое волокно.
Встроительстве широко используют арматурные сетки в виде плоских изделий и рулонов. Арматурные заводы выпускают легкие арматурные сетки, изготовляемые из горячекатаной низколегированной стали периодического профиля и холоднотянутой проволоки диаметром 3…7 мм. Промышленность выпускает также тканые сетки с ячейками размером 5…20 мм, предназначенные для армирования тонкостенных железобетонных конструкций.
Для армирования балок, ригелей, прогонов выпускают плоские или пространственные арматурные каркасы.
Изготовление и установка арматуры.
Арматурные изделия следует изготавливать на крупных арматурных заводах, поскольку при изготовлении арматуры в мелких цехах и на приобъектных полигонах в 3 — 5 раз возрастают затраты ручного труда, увеличиваются потери материала и стоимость продукции.
Процесс поэтапного изготовления арматурных изделий можно выразить следующей цепью: склад арматуры — разматывание, правка, чистка и резка — гнутье — сварка — готовое изделие. Разматывание из бухт, правку, чистку и резку легкой арматуры производят на автоматических правильно-отрезных станках. Проходя через правильные ролики, арматура выпрямляется, очищается, затем отрезается по размеру. Далее арматура гнется на приводных станках и сваривается в сетки точечной контактной сваркой.
Правку тяжелой арматуры, поступающей в прутках, обычно выполняют вручную на правильных плитах, чистят электрощетками и разрезают на станке-гильотине. Наращивание стержня осуществляют контактной стыковой сваркой, при изготовлении каркасов применяют дуговую или электрошлаковую сварку.
Сварку ведут при силе тока 250…350 А. При сварке холодно-упрочненной стали во избежание «отпуска» применяют жесткие режимы сварки (короткая продолжительность при большой силе тока).
Вусловиях строительной площадки выполняются: приемка арматурных изделий, сортировка и складирование; подготовка к монтажу, при необходимости укрупнение и объединение в арматурно-опалубочные блоки; установка, выверка арматуры и окончательное соединение стыков; приемка работ с составлением акта скрытых работ.
Впроцессе приемки арматурных изделий контролируют наличие бирок, следов коррозии, деформаций, соответствие размерам. Монтаж арматуры, по возможности, следует осуществлять укрупненными элементами с использованием кранов. Установка вручную допускается лишь при массе арматурных элементов до 20 кг.
Каркасы устанавливают при одной или двух открытых сторонах опалубки. Для предохранения каркасов от смещения их временно закрепляют. Крепления снимают по мере укладки бетонной смеси.
При армировании конструкций сетками и плоскими каркасами с диаметром арматуры до 32 мм их соединение может осуществляться с помощью сварки, вязки (рис. 2) и без сварки нахлесткой.
Широко практикуется вязка арматуры с помощью специальных крючков. Стержни сращивают внахлестку с перевязкой стыка в трех местах (по середине и по концам) отожженной стальной проволокой диаметром 0,8… 1,0 мм. При стыковании стержней гладкого профиля в растянутой зоне должны отгибаться крюки.
При монтаже арматуры необходимо обеспечивать защитный слой бетона, т.е. расстояние между внешними поверхностями арматуры и бетона. Правильно устроенный защитный слой надежно предохраняет арматуру от коррозионного воздействия внешней среды.

Технология строительных процессов. | Лекция 7.3. |
Обеспечить проектные размеры защитного слоя бетона можно с помощью бетонных или металлических фиксаторов, которые привязываются к арматурным стержням. Особо высокими технологическими свойствами характеризуются надеваемые на арматуру пластмассовые кольца-фиксаторы. Во время установки пластмассовое кольцо благодаря присущей ему упругости немного раздвигается и плотно охватывает стержень.
Рисунок 2. Вязка арматуры: а — вязка проволокой в пучках без подтягивания, б — вязка угловых узлов, в — двухрядный узел, г
— крестовый узел, д — мертвый узел, е — скрепление стержней соединительным элементом; 1, 3 — стержни, 2 — соединительный элемент; I — вид спереди, II — вид сзади.
Защитный слой в плитах и стенках толщиной до 10 см должен быть не менее 10 мм; в плитах и стенках более 10 см — не менее 15 мм; в балках и колоннах при диаметре продольной арматуры 20… 32 мм — не менее 25 мм и при большем диаметре — не менее 30 мм.
При оформлении акта приемки смонтированной арматуры, кроме проверки ее проектных размеров по чертежу, контролируют: качество выполненных работ; наличие и месторасположение фиксаторов; прочность сборки и расположение стыков арматуры (сумма сварных и вязаных стыков в одном сечении при гладкой арматуре не должна превышать 25 %; при периодической — 50 %).
23. Армирование конструкции
Назначения и виды
Арматура — стальные стержни, прокатные профили и проволока,
расположенные в бетоне для совместной с ним работы.
Арматуру подразделяют по назначению в конструкции на рабочую, распределительную и монтажную Рабочая арматура воспринимает растягивающие усилия, возникающие в железобетонных конструкциях от собственной массы и внешних нагрузок.
Распределительная арматура служит:
• для равномерного распределения нагрузок между рабочими стержнями;
• для обеспечения их совместной работы; • для связи рабочих стержней между собой, препятствуя смещению
рабочей арматуры при бетонировании.
Монтажная арматура обычно не воспринимает усилий, а обеспечивает точное положение в опалубке рабочих стержней и плоских арматурных сеток и элементов.
К арматурным изделиям относят отдельные стержни (стержневая арматура), арматурные сетки, плоские и пространственные арматурные каркасы, арматурные изделия для предварительно напряженных конструкций, закладные детали, монтажные петли и хомуты.
Стероюневую арматуру изготовляют гладкого профиля (из-за малой эффективности выпуск ее сокращается) и периодического с расположением выступов по винтовой линии или елочкой.
Плоские стальные каркасы обычно состоят из продольной арматуры, образующей один или два пояса и соединяющей их решетки в виде отдельных поперечных или непрерывных в виде змейки стержней.
Пространственные арматурные каркасы состоят из двух или четырех плоских каркасов, соединенных между собой отдельными стержнями или хомутами. Такие каркасы применяют для армирования колонн, балок, ригелей и фундаментов.
Сварные арматурные сетки состоят из взаимно перекрещивающихся стержней, соединенных в местах пересечения сваркой.
Плоские рабочие сетки вьшуекают шириной до 2,5 м, длиной до 9,0 м,
иногда в соответствии с заказом до 12,0 м. Продольные рабочие стержни
имеют диаметр 12…25 мм при шаге 200 мм, монтажная арматура обычно
диаметром от 8 до 12 мм при максимальном шаге до 600 мм. При
необходимости сетки на заводах могут быть подвергнуты дополнительной
обработке — вырезке отверстий, приварке дополнительных стержней и гнутью.
Сетки в виде рулонов имеют широкую номенклатуру по применяемой стали, диаметрам стержней, размерам ячеек и ширине сеток. Длина сеток не оговаривается, но масса отдельного рулона не должна превышать 1200 кг.
Монтажные петли, выполненные из арматуры, являются элементом сборных железобетонных конструкций и предназначены для строповки при подъеме и установке.
Закладные детали — металлические пластины, присоединяемые к арматурному каркасу конструкции на сварке, необходимы для соединения сборных элементов между собой при возведении зданий и сооружений; стыковку элементов осуществляют сваркой закладных деталей, заделанных в конструкции при их изготовлении.
Хомуты применяют для соединения отдельных рабочих и монтажных стержней в готовый пространственный каркас.
Для армирования предварительно-напряженных конструкций чаще
всего используют проволочную арматуру.
Проволочную арматуру подразделяют на несколько типов:
• арматурная проволока низкоуглеродистая класса В-1 и
высокопрочная углеродистая класса В-П;
• проволочные пряди из трех-, семи- и многопроволочных прядей с правой свивкой, причем при перерезании пряди их проволоки не раскручиваются;
• проволочные высокопрочные канаты.
Состав арматурных работ
Арматурные работы включают в себя следующие процессы:
• централизованная заготовка арматурных элементов;
• транспортирование арматуры на строительную площадку, сортировка и складирование;
• укрупнительная сборка арматурных элементов, изготовление арматурных изделий;
• установка в опалубку стержней, сеток, плоских, пространственных и несущих арматурных каркасов;
• соединение отдельных монтажных единиц в единую армоконструкцию;
• раскрепление армоконструкции, гарантирующее обеспечение надлежащего защитного слоя при бетонировании.
Изготовление арматурных изделий
Арматурные изделия изготовляют централизованно на арматурно-сварочных заводах, в арматурных цехах и мастерских.
Процесс изготовления ненапрягаемой арматуры состоит из отдельных технологических операций, которые объединены в следующие технологические группы:
заготовительные операции включают: очистку и выпрямление
стержней; соединение стержней в непрерывную плеть посредством стыковой сварки; разметку и резку на стержни требуемой длины; сварочные операции, выполняемые контактной точечной сваркой для плоских сеток
и каркасов на одно- и многоэлектродных машинах, а также стыковой и дуговой сваркой;
сборочные операции, включающие установку и приварку закладных деталей, отдельных криволинейных и изогнутых стрежней, резку листовой и профильной стали, укрупнительную сборку пространственных каркасов из плоских каркасов и сеток.
Способы сварки
Контактная сварка имеет следующие основные разновидности:
• точечная контактная сварка, применяемая для соединения
пересекающихся стержней в сетках и каркасах;
• стыковая контактная сварка, которая целесообразна для соединения
стержней между собой, когда требуется увеличение их длины, а также
для сращивания обрезков и стержней между собой.
Точечная контактная сварка. Сущность этой сварки в том, что два стержня (или более) в месте их пересечения зажимают между электродами сварочной машины. При пропускании тока под действием выделяемой теплоты металл стержней в свариваемом месте накаляется докрасна, размягчается и под действием сдавливающего усилия стержни прочно соединяются между собой.
Контактная стыковая сварка производится методами непрерывного и прерывистого оплавления.
Сварка методом непрерывного оплавления отличается тем, что два
свариваемых стержня, подключенные к электрической цепи, начинают медленно сближаться до соприкосновения и одновременного замыкания цепи тока.
Сварка методом прерывистого оплавления. В результате сближения
и разъединения стержней (одновременно замыкания и размыкания электрической цепи), количество которых колеблется от 3 до 20, концы стержней нагреваются и частично оплавляются.
Дуговая электросварка
Дуговая электросварка может выполняться как с помощью
переменного, так и постоянного тока. Сварка на переменном токе по сравнению с другими видами наиболее экономична. Для получения электрического тока нужных характеристик вместо сложных и громоздких генераторов постоянного тока применяют легкие, мобильные и более дешевые трансформаторы переменного тока. Дуга представляет собой электрический разряд в газовом пространстве, длящийся продолжительное время, выделяющий большое количество световой энергии и имеющий температуру, доходящую до 6000 ^С, Нужная тепловая мощность, исчисляемая тысячами калорий, легко регулируется изменением силы тока. Минимальное напряжение, необходимое для возбуждения дуги, составляет при постоянном токе 30…35 В, а при переменном — 40…50 В.
Производство арматурных работ на объекте
Армирование железобетонных конструкций желательно
осуществлять сварными арматурными каркасами и сетками заводского
изготовления. На строительном объекте при возведении монолитных
железобетонных конструкций выполняют следующие операции:
• укрупнительную сборку пространственных арматурных каркасов;
• установку готовых каркасов и сеток в опалубку;
• установку и вязку арматуры отдельными стержнями в опалубке.
Методы натяжных арматуры в предварительно-напряженных конструкциях
Достоинства предварительно-напряженных железобетонных
конструкций:
• применение арматуры меньших диаметров из высокопрочной стали
позволяет уменьшать сечение бетона, а следовательно, и объем сборных
элементов на 20…30%, что приводит к экономии материалов, в частности
цемента;
• благодаря лучшему использованию свойств арматурной стали, по сравнению с обычными железобетонными конструкциями, и при
применении сталей с высоким пределом прочности достигается экономия металла до 40%;
• конструкции с предварительно-напряженной арматурой отличаются высокой трещиностойкостью, что предохраняет арматуру от коррозии;
это важно для сооружений, находящихся под постоянным давлением воды, других жидкостей и газов (трубы, плотины, резервуары).
Предварительное напряженное армирование осуществляют в основном двумя способами:
1) натяжением арматуры до укладки бетонной смеси в конструкцию;
2) укладкой и натяжением арматуры вслед за укладкой бетона и приобретения им не менее 70% проектной прочности.
Первый способ заводской, он называется натяжением на формы и
упоры, второй применяют в построечных условиях на площадках укрупнительной сборки и называют натяжением на бетон.
Натяжение на формы и упоры. При армировании по этому способу арматурные стержни натягивают перед укладкой бетонной смеси.
Стендовый способ натяжения применяют при изготовлении длинномерных (длиной 12 м и более) крупных и тяжелых конструкций —
стропильных и подстропильных ферм, кровельных и подкрановых балок.
При натяжении на формы упоры отсутствуют и усилия воспринимает сама форма, которая является силовой.
Натяжение арматуры на бетон. Предварительное
напряжение в монолитных и сборно-монолитных конструкциях можно создавать по методу натяжения арматуры на затвердевший бетон.
Применяют различные способы натяжения арматуры:
-механический обычно с помощью гидравлических домкратов;
-электротермический, при котором используют свойство стали удлиняться при нагревании;
-электротермомеханический, представляющий собой сочетание
первых двух способов.
Напряженное армирование
Технология строительных процессов | Лекция 7.3.1 |
Напряженное армирование
В конструкциях, работающих на изгиб (плиты, балки, прогоны и т.п.) под действием нагрузки и собственного веса появляются растягивающие напряжения. Для их восприятия в растягиваемой зоне приходится размещать большое количество арматуры. Несмотря на это и обеспечение для арматурных элементов  y, в зонах максимального момента могут наблюдаться трещины.
y, в зонах максимального момента могут наблюдаться трещины.
С целью повышения трещиностойкости и несущей способности железобетонных конструкций, а также более полного использования механических свойств арматурной стали и сокращения ее расхода используют предварительное напряжение арматуры.
Предварительно напряженными называются такие железобетонные конструкции, в которых в предполагаемых зонах растяжения до приложения эксплуатационных нагрузок искусственно создается внутреннее напряженное состояние, выражающееся в обжатии бетона и растяжении арматуры. Прежде чем бетон в конструкции начнет работать на растяжение, в нем должно быть погашено предварительно созданное сжатие.
Предварительно напряженные железобетонные конструкции обладают многими преимуществами по сравнению с обычными железобетонными конструкциями. Их эксплуатационные качества выше, так как благодаря трещиноустойчивости увеличиваются жесткость и долговечность, повышается водонепроницаемость.
В предварительно напряженных железобетонных конструкциях эффективно используются высокопрочные материалы, что дает экономию стали до 40%, позволяет уменьшить размеры поперечного сечения элементов конструкций на 20 – 30% , сократить транспортные затраты.
Следует отметить целесообразность применения в ряде случаев бетонов низких марок, так как предварительное напряжение сближает деформативные свойства высокопрочной арматуры и бетона и обеспечивает их совместную работу во всех стадиях загружения.
При производстве предварительно напряженных элементов необходимы такие технологические процессы, которые позволяют не затрачивать излишний материал в элементах из-за условий работы конструкций в доэксплуатационный период. Для конструкций, намеченных к изготовлению, должны быть обеспечены рациональные способы производства, транспортирования и сборки, чтобы в этих стадиях, до того как конструкция включена окончательно в состав здания или сооружения, она не находилась в условиях более тяжелых, чем под последующей эксплуатационной нагрузкой.
Во всех случаях изготовления предварительно напряженных элементов натяжение арматуры производится одним из следующих методов.
Предварительное обжатие. Арматура укладывается и натягивается (на упоры) до укладки бетона. Контроль напряжений в арматуре осуществляется в данном случае до обжатия бетона.
Последующее обжатие. Арматура укладывается в формы до укладки бетона или в каналы элементов в процессе изготовления конструкции, но натягивается (на бетон) после набора бетоном достаточной прочности, для того чтобы передать на него усилия обжатия, создаваемые натяжными устройствами. Контроль натяжения в арматуре в этом случае производится в процессе обжатия бетона.
— 1 —
Технология строительных процессов | Лекция 7.3.1 |
В соответствии с принятыми методами напряженного армирования железобетонных конструкций арматура, применяемая в них, соответственно называется «с предварительным натяжением» и «с последующим натяжением». Для изготовления большинства типов конструкций применяется арматура с предварительным или последующим натяжением. Только в составных конструкциях могут применяться оба вида напряженной арматуры, из которых предварительно напряженная арматура используется при изготовлении отдельных элементов, а арматура с последующим напряжением применяется при сборке конструкции из этих элементов.
При изготовлении железобетонных конструкций с предварительно напряженной арматурой, когда бетонирование производится после натяжения арматуры, должно быть обеспечено начальное сцепление арматуры с бетоном, и контроль натяжения арматуры
должен производиться до обжатия бетона.
В случае применения последующего натяжения после твердения бетона отсутствует сцепление с бетоном арматуры, расположенной внутри или снаружи элемента, контроль натяжения арматуры в этом случае производится после обжатия бетона.
Сцепление между арматурой и бетоном восстанавливается последующим обетонированием арматуры элемента после натяжения арматуры.
По способам анкеровки предварительно напряженная арматура делится на следующие виды:
а) неанкерованная из холоднотянутой высокопрочной проволоки, горячекатаной, холоднотянутой или низколегированной стали периодического профиля;
б) непрерывно навиваемая из холоднотянутой высокопрочной проволоки с закреплением концов.
Арматура с последующим натяжением из одиночных стержней постоянного сечения, пучка проволок из холоднотянутой или низколегированной стали всегда бывает анкерованной.
Способы натяжения арматуры — механический, электротермический и электротермомеханический. Арматурные работы при натяжении состоят из заготовки напрягаемой арматуры и арматурных элементов, соединения, укладки и натяжения арматуры.
ЗАГОТОВКА И СОЕДИНЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ.
Для напрягаемой арматуры длиной до 12м используют стержни из горячекатаной стали классов A-600, А-800, А-1000 (А-IV, A-V, A-VI), сталь, упрочненную вытяжкой класса А-400в, термически упрочненную сталь классов Ат-600 и Ат-800, а также высокопрочную проволоку классов В-II, Вр-II и стальные канаты класса К-7 и К-19. При длине напрягаемой арматуры более 12 м применяют горячекатаную и термомеханически упрочненную арматуру классов А-600, А-800, А-1000, Ат-600с и А-400в, высокопрочную проволоку и канаты, такие же как и для напрягаемой арматуры длиной до 12м. Стержни из стали класса А-400в получают путем предварительного упрочнения вытяжкой арматуры класса А-400. Упрочнение вытяжкой ведут до величин, соответствующих контролируемым удлинению и напряжению. Для контроля упрочнения вытяжкой от каждой партии стержней отбирают по два образца для испытания на растяжение.
Заготовка арматуры включает соединение стержней в «плеть» длиной до 24 м. На концах таких заготовок высаживают анкерные головки (рис.1, 6), а затем производят упрочнение вытяжкой (рис.2). Подготавливают арматурные заготовки на специальных полуавтоматических линиях, оснащенных машинами для стыковой сварки или обжатия обоймы, станком для резки арматуры, стендом для упрочнения механической вытяжкой (рис.2), гидравлическим домкратом и другим оборудованием. Производительность таких полуавтоматических линий до 7 т арматуры в смену. Линии оборудуют системами пнев-
— 2 —
Технология строительных процессов | Лекция 7.3.1 |
матики и автоматики, обеспечивающими работу в автоматическом и ручном режимах. Обслуживают линию двое — сварщик и оператор.
Рисунок 1. Машина для высадки анкеров СМЖ-128Б
Рисунок 2. Установка для удлинения арматурных стержней СМЖ-129Б
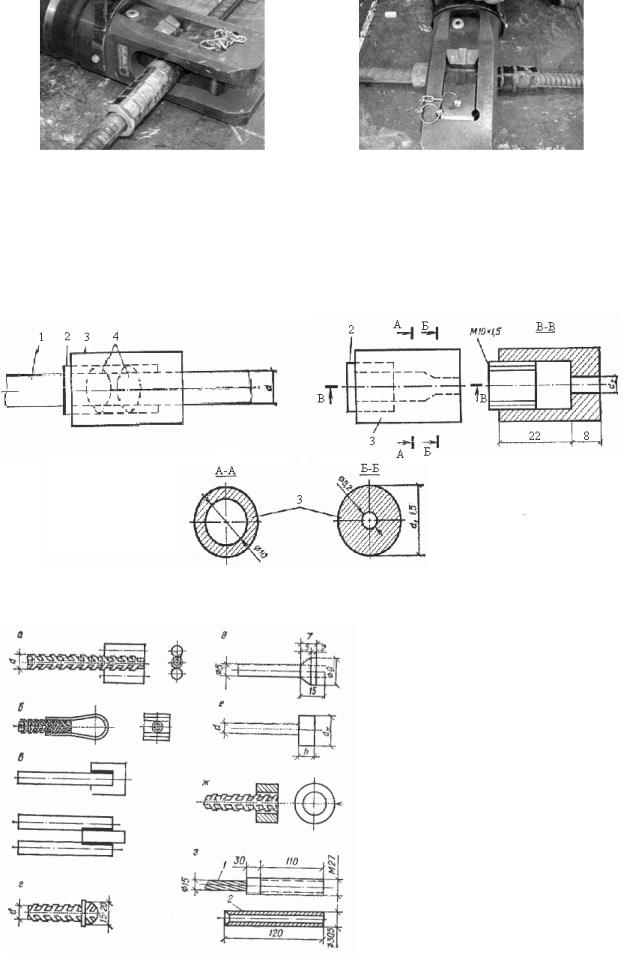
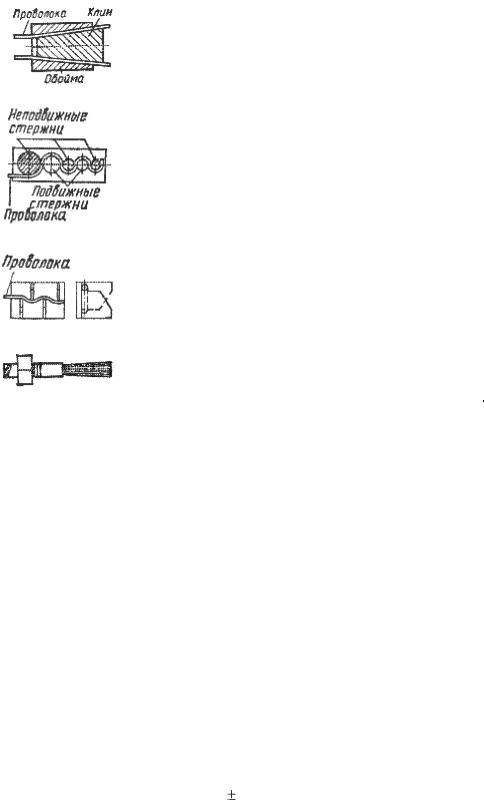
Соединять стержни можно различными способами в зависимости от класса стали и диаметра стержня. Так, стержни из стали A-600 и A-800, которые в последующем будут подвергаться упрочнению вытяжкой, соединяют с помощью стыковой контактной сварки. Для стыковки стержней из трудносвариваемой стали классов Ат-600, Aт800 Aт-1000 применяют впрессованные соединительные обоймы (муфты, гильзы) (рис.3а, 4). Соединяют арматурные канаты с помощью опрессованной гильзы (рис.3б), но они могут соединяться и внахлестку, по всей длине которой плотным рядом накладываются витки вязальной проволоки (рис.3в). Соединять арматурную проволоку можно с помощью муфты и пробки. Такое соединение обеспечивает соосный равнопрочный стык (рис.5).
Рисунок 3. Стыкование арматурных элементов. а — стержневой арматуры с помощью опрессованной муфты; б — арматурных канатов прядей с о прессовкой гильзой; в — нахлесточное, арматурных канатов, прядей с обмоткой вязальной проволокой; 1— муфта; 2 — стержень; 3 — гильза; 4 — канат, прядь; 5 — обмотка проволокой
— 3 —
Технология строительных процессов | Лекция 7.3.1 |
Рисунок 4. Соединение арматурных стержней путем обжатия муфтой. Арматура, предназначенная для напряжения, также, как и ненапрягаемая, подвер-
гается предварительной обработке, которая включает чистку, правку, сварку в «плеть» и резку. Кроме того, напрягаемая арматура подвергается дополнительной обработке или обустройству. Это — высадка и устройство анкерных головок. Высадка головок арматурных стержней производится, например, на установке СМЖ-128Б (рис.1). Кроме силовой высадки головок концов стержней и проволочной арматуры можно использовать и другие способы анкеровки арматуры. Различные анкерные устройства на концах арматурных изделий показаны на рисунке 6.
Рисунок 5. Соосный равнопрочный стык. 1 — проволоки; 2 — пробка; 3 — муфта; 4 — насаженные головки.
Рисунок 6. Анкерные устройства на концах арматурных изделий. а — с приваренными коротышами: б — с приваренной петлей; в — с приваренной пластиной; г — с высаженной головкой на стержне; д, е — с высаженными головками на высокопрочной проволоке; ж — с напрессованной и обжатой втулкой на стержне; з — с напрессованной трубкой на канате, пряди; 1— канат, прядь с трубкой в сборе; 2 — заготовка трубки.
— 4 —

Технология строительных процессов | Лекция 7.3.1 |
Более сложными в изготовлении и по конструкций являются анкерные элементы для арматуры из трудносвариваемых или несвариваемых сталей, а также для натяжения нескольких прядей одновременно. Так, на стендовых или агрегатно-поточных технологических линиях с использованием высокопрочной термоустойчивой проволоки диаметром 3—8 мм применяют унифицированные напрягаемые арматурные элементы (УНАЭ), например. конструкции ЦНИИОМТП с прорезной или дырчатой колодкой (рис. 7).
Сложными в изготовлении и по конструкции являются анкерные элементы для арматуры из трудносвариваемых или несвариваемых сталей, а так же для натяжения нескольких прядей одновременно. Так, на стендовых или агрегатно-поточных технологических линиях с использованием высокопрочной термоустойчивой проволоки диаметром 3—8 мм применяют унифицированные напрягаемые арматурные элементы с прорезной или дырчатой колодкой (рис.7). Предварительно проволоку устанавливают по размерам (длине). В анкерных колодках арматуру закрепляют путем высаживания головок на концах проволоки. В зависимости от числа проволок, закрепленных в колодке, эти арматурные элементы унифицируют по маркам. Для холодной высадки головок арматурной проволоки применяют станки СМЖ-155 или СМЖ-311. При натяжении арматуры на упоры форм и на бетон используют различные анкерные устройства в зависимости от диаметра и вида арматуры (Таблица 1).
Рисунок 7. Унифицированные напрягаемые арматурные элементы. а — с дырчатой анкерной колодкой; б — с прорезной анкерной колодкой; 1
— анкерная колодка; 2 — высокопрочная проволока; 3 — спиральный хомут; 4 — высаженные головки.
Таблица 1
Тип зажима | Эскиз | Арматура | Назначение |
|
|
|
|
| Для стержневой арматуры |
| |
|
|
|
|
|
| Периодического про- | При натяжении арматуры |
ЦНИИЛ-3 |
| филя диаметром 12 — | |
| на упоры форм | ||
|
| 40 мм | |
|
|
| |
|
|
|
|
ВНИИСтройнефти |
| То же, диаметром, 12 | То же |
| —18 мм | ||
|
|
| |
|
|
|
|
Завода «Баррика- |
| То же, диаметром 16 | То же |
да» |
| —18 мм | |
|
| ||
|
|
|
|
|
| — 5 — |
|
Технология строительных процессов |
|
| Лекция 7.3.1 | |
|
|
|
|
|
|
| Для проволочной арматуры |
| |
|
|
|
|
|
Клиновой одиноч- |
|
| Высокопрочная прово- | При натяжении на упоры |
|
| лока гладкая и перио- | ||
ный |
|
| форм и стендов | |
|
| дического профиля | ||
|
|
|
| |
|
|
|
|
|
Стержневой груп- |
|
| Высокопрочная прово- | При натяжении на упоры |
|
| лока гладкая и перио- | ||
повой |
|
| стендов | |
|
| дического профиля | ||
|
|
|
| |
|
|
|
|
|
|
|
|
| Для автоматического за- |
НИИЖБ |
|
| Высокопрочная прово- | крепления арматуры при |
|
| лока или прядь | непрерывном армирова- | |
|
|
| ||
|
|
|
| нии |
|
|
|
|
|
Для пучковой ар- |
|
| То же | При натяжении на бетон |
матуры |
|
| ||
|
|
|
| |
|
|
|
|
|
УКЛАДКА И НАТЯЖЕНИЕ АРМАТУРЫ
Существуют два основных способа укладки арматуры в формы, стенды или готовые конструкции, где она в дальнейшем натягивается, а именно: линейный и непрерывный.
Л и н е й н о й укладкой арматуры называют укладку стержней или проволоки конечной длины в устройство для натяжения арматуры.
Одиночные стержни обычно укладываются в формы или стенды и закрепляются в зажимах для одного стержня. Группы стержней или проволок предварительно объединяются в пакеты, в которых концы арматуры закреплены в одном зажимном устройстве для пакета или пучка, пригодного для транспортирования, установки их в предварительно подготовленные каналы железобетонных конструкций или защитные металлические трубки.
Натяжение арматуры в виде одиночных стержней, пучков или пакетов проволоки производится гидродомкратами (рис. 13) разных типов.
Н е п р е р ы в н а я укладка заключается в навивке проволоки с предварительным или окончательным натяжением на штыри или контуры, установленные на поддонах или стендах, в зависимости от схемы расположения арматуры в изделии.
Навивка и натяжение арматуры производится специальными машинами.
При всех способах укладки и методах натяжения арматуры отклонения от заданного контрольного напряжения не должны быть больше 5%.
Для производства изделий небольшой длины (до 12 м) широко применяется способ предварительного натяжения арматуры. Изготовление таких деталей производится на стендах или в формах заводским способом. В ряде случаев при применении этого способа изготавливаются конструкции большей длины.
— 6 —

Технология строительных процессов | Лекция 7.3.1 |
Способ последующего натяжения арматуры целесообразен, эффективен и применяется для изготовления конструкций длиной свыше 12 м. При этом способе успешно изготавливаются составные конструкции, собираемые на месте строительства из блоков.
Л и н е й н а я у к л а д к а и н а т я ж е н и е а р м а т у р ы .
При изготовлении конструкций в формах в основном применяется арматура в виде отдельных стержней. Однако в некоторых случаях при изготовлении конструкций в формах используется арматура в виде пакета или пучка.
Процесс укладки и натяжения арматуры в виде отдельных стержней заключается в том, что предварительно очищенные и выправленные арматурные стержни устанавливаются в зажимы, расположенные на оснастке формы; после их натяжения эти же зажимы закрепляют арматуру на форме, и в таком виде форма следует по всему остальному циклу производства напряженно-армированных конструкций. Перед снятием готового изделия зажимы разбираются, освобождая стержни напряженной арматуры. При этом происходит обжатие железобетонного элемента.
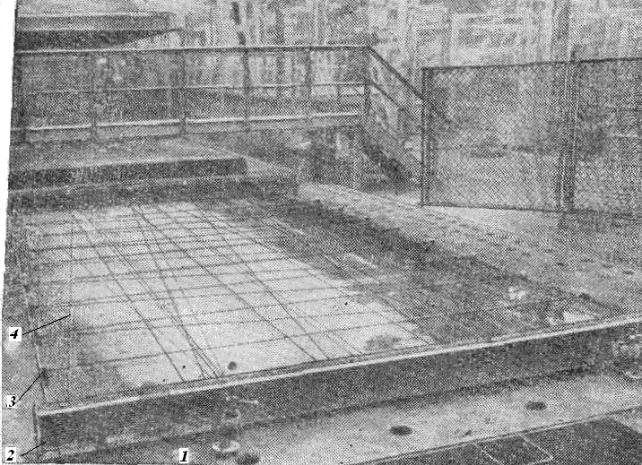
Рисунок 8. Схемы стендов для изготовления предварительно напряженных конструкций: А — схема стенда пакетного; Б — схема стенда протяжного.
Вслучае применения пакета проволок процесс изготовления деталей остается неизменным и отличается тем что после натяжения пакета проволок закрепление его производится установкой металлических прокладок между оснасткой формы и корпусом зажима, объединяющего ряд стержней в один пакет или пучок.
Широкое применение получил способ производства железобетонных конструкций на стендах. Различают два типа – пакетные и протяжные стенды (Рис.8). Принципиальное отличие схем этих стендов заключается в способе заготовки пакета проволок и транспортирования его к формовочной площадке стенда.
Впакетных стендах проволока с бухт 9 поступает на конвейер протаскивания 8, где она отрезается на необходимую длину, а затем закрепляется в зажиме 3, образуя пакет 2 проволок. Подготовленные пакеты с конвейера протаскивания транспортируются на формовочную площадку 1 к упорам 4 стенда, где пакет с зажимами закрепляется в упорном 6
инатяжном 5 устройствах стенда. Натяжение арматуры производится гидродомкратом 7.
Впротяжном стенде бухты с проволокой устанавливаются на тележке 9, перемещающейся от одного стенда к другому. Число бухт соответствует числу проволок в изделии. Кроме того, на стенде имеется специальная тележка 8 для протягивания пакета проволоки вдоль формовочной площадки 1 стенда в процессе его образования. После закреп-
-7 —
Технология строительных процессов Лекция 7.3.1
ления одного конца всех проволок в зажим 3 и закрепления зажима на тележке производится протяжка пакета вдоль стенда на длину его рабочей части. Проволока протягивается при движении тележки из одного конца стенда в другой. Когда тележка находится во втором крайнем положении, устанавливается второй зажим, и пакет отрезается от проволок, идущих из бухт.
Пакет устанавливается в натяжное 5 и упорное 6 приспособления, установленные в конструкциях 4, после чего производится его натяжение гидродомкратом 7. Существуют схемы протяжных стендов, когда несколько раз протягивают четыре проволоки, обеспечивая необходимое число проволок для изделия. Натягиваются последовательно также только четыре проволоки.
Для обеспечения равномерного натяжения в проволоках пакета в пределах допустимых отклонений необходимо иметь надежно работающие зажимы, не допускающие проскальзывания и перекусывания отдельных проволок пакета.
Н е п р е р ы в н а я н а в и в к а и н а т я ж е н и е а р м а т у р ы Непрерывная навивка арматуры производится так же на формах или стендах.
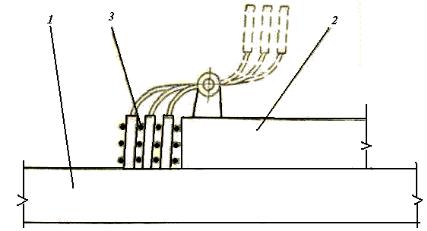
На формах, предназначенных для навивки непрерывной арматуры, установлены штыри или контур с откидными щеками для навивки на них арматуры по заданной схеме.
Форма со штырями (рис.9) предназначена для изготовления плоских конструкций, состоит из поддона 1, бортовой оснастки 2, штырей 3, на которые навивается напряженная арматура 4 .
Рисунок 9. Форма со штырями для непрерывной навивки предварительно напряженной арматуры.
Форма с контуром (рис.10) предназначена для изготовления балочных конструкций, состоит из поддона 1, стержня контура 2 и откидных щек 3.
— 8 —
Технология строительных процессов | Лекция 7.3.1 |
Рисунок 10. Форма с контуром для непрерывной навивки напряженной арматуры.
Непрерывная навивка арматуры на штыри или контуры форм производится специальными машинами. Стенды, на которых изготавливают конструкции с непрерывной навивкой арматуры, также оборудуются системой штырей для работы по заданной схеме.
Навивка напряженной арматуры на стендах до настоящего времени широкого распространения не получила.
Штырь для навивки напряженной арматуры (рис.11) представляет собой стакан 3 , в который установлен стержень, с одной стороны заканчивающийся конической частью 2, на которую навивается арматура б, и с другой стороны заканчивающийся Т-образной головкой 4.
Рисунок 11. Схема штыря.
— 9 —
Технология строительных процессов | Лекция 7.3.1 |
Головка штыря по отношению к зеркалу поддона 1 занимает два положения: верхнее — когда производится навивка арматуры и нижнее — когда после твердения коническая часть штыря извлечена из затвердевшего изделия.
Нижнее и верхнее положения штыря фиксируются пальцем 5 , установленным в стержне штыря. Стакан cо штырем устанавливается в форме и укрепляется гайкой 7.
Навивка напряженной арматуры на формы со штырями производится в такой последовательности. Свободный конец проволоки закрепляется на одном из штырей, после чего производится навивка арматуры по заданной программе. Закончив навивку, закрепляют второй конец арматуры. После твердения штыри удаляются из изделия специальными выпрессовщиками. При этом происходит передача напряжения с арматуры на бетон.
Рисунок 12. Схема контура с откидными щеками для навивки напряженной арматуры
Ригели изготовляются на поддоне 1 со специальным контуром 2 (рис. 12), по концам которого установлены откидные щеки 3 , обеспечивающие одновременную навивку арматуры на два ригеля.
Перед навивкой арматуры откидные щеки находятся в верхнем положении и свободный конец проволоки закреплен на стержне контура.
После навивки первого ряда арматуры сбрасывают по одной щеке с каждой стороны контура и навивают на второй ряд арматуры, и так далее, до окончания навивки с заданным числом рядов арматуры и с определенным количеством проволоки в каждом ряду.
Закрепив второй конец, проволоку обрезают, и поддон с контуром проходит по необходимым формовочным постам и направляется в камеру твердения.
После твердения изделия производят обрезку арматуры, выходящей за пределы бортовой оснастки, и готовое изделие снимают с поддона.
А р м а т у р а п о с л е д у ю щ е г о н а т я ж е н и я Для последующего натяжения арматура подготавливается в виде стержней или
пучков, конструкция которых соответствует применяемым анкерным устройствам в изделиях и оборудованию, применяемому для натяжения.
Существуют два способа последующего натяжения арматуры. Первый — когда сцепление арматуры с бетоном после его твердения не восстанавливается и второй — когда это сцепление восстанавливается последующим обетонированием арматуры. В изделиях, где не восстанавливается сцепление арматуры с бетоном, применяется арматура в виде отдельных стержней.
Процесс укладки и натяжения такой арматуры происходит так. Арматурный стержень, предварительно смазанный битумом, укладывают в форму, после чего производятся укладка, уплотнение, отделка и происходит твердение бетона. После снятия затвердевшего изделия натягивают и закрепляют арматуру. Слой битума предохраняет арматуру от сцепления с бетоном во время формования изделия.
Производство изделий с напряженной арматурой при обязательном восстановлении сцепления между бетоном и арматурой развивается по двум направлениям. Первое —
— 10 —